Braunkohlenpyrolyse
BRAUNKOHLENTEEREN IM TEMPERATURBEREICH BIS 300°C
vorgelegt dem Wissenschaftlichen Rat der Technischen Universität "Otto von Guericke" Magdeburg
Fakultät für Technische Wissenschaften
von Diplom-Ing. Alfred Schymalla
geb. am 21.2.1944 in Breslau
Gutachter:
Prof. Dr.Ing.habil.W.Michel
Prof. Dr.Teubel
Prof. Dr.habil.Ing.J.Jastrzebski
Magdeburg, den 20. 04. 1988
Kurzreferat
-gekürzte Fassung-
Pyrolyseverfahren für Braunkohle
Da künftig verstärkt die Förderung schwer brikettierbarer Kohlen in Kauf genommen werden muss, ist die Entwicklung von Kohleumwandlungsverfahren, die ohne die Stufe der Brikettierung auskommen, notwendig.
Gleichzeitig sollten die neuen Kohleumwandlungsverfahren die Erzeugung von Produkten gestatten, die in vorhandenen, bewährten Technologien weiterverarbeitet werden können.
Besonders aussichtsreich werden gegenwärtig Schnellpyrolyseverfahren eingeschätzt, weil sie es gestatten, große Mengen ballastreicher Kohlen zu verarbeiten, hohe Teerausbeuten zumindest bei Steinkohlen erbringen und als unempfindlich gegenüber Schwankungen in der Rohstoffqualität gelten. /6,7/. Die Qualität der erzeugten Teere weicht aber von der Teerqualität herkömmlicher Pyrolyseverfahren bedeutend ab /5,8,9,10/. Markante Unterschiede der Schnellpyrolyseteere im Vergleich zu Teeren, die durch langsame Pyrolyse erzeugt wurden, sind /11/:
- höherer Gehalt an hochmolekularen und sauerstoffreichen Verbindungen, Harzen und Asphalt
- komplizierte chemische Zusammensetzung
- höhere Zähigkeit und Polymerisationsneigung (Instabilität)
Da die hohe Teerausbeute bei der Schnellpyrolyse auf die hohe Aufheizgeschwindigkeit der Kohle und die kurze Verweilzeit der Teerdämpfe im Pyrolysereaktor zurückgeführt wird /5,6,7/, liegt es nahe, verweilzeitabhängige Vorgänge auch als Ursache für die Veränderung der Teerqualität anzunehmen. Die Unterschiede hinsichtlich der Ausbeutesteigerung zwischen Braun- und Steinkohlen zeigen die
Rohstoffzusammensetzung als weiteren Einflussfaktor an.
In der vorliegenden Arbeit wird untersucht, welchen Einfluss die Verweilzeit der Braunkohle unterhalb der Teerentbindungstemperatur auf die Qualität der gasförmigen und flüssigen Pyrolyseprodukte ausübt. Weiterhin wird versucht, rohstoffabhängige Einflussfaktoren auf den Verlauf des Pyrolyseprozesses zu finden und Schlussfolgerungen für die Gestaltung von Pyrolyseverfahren zu ziehen.
3.1. Einfluss der Verweilzeit auf die Schwelprodukte
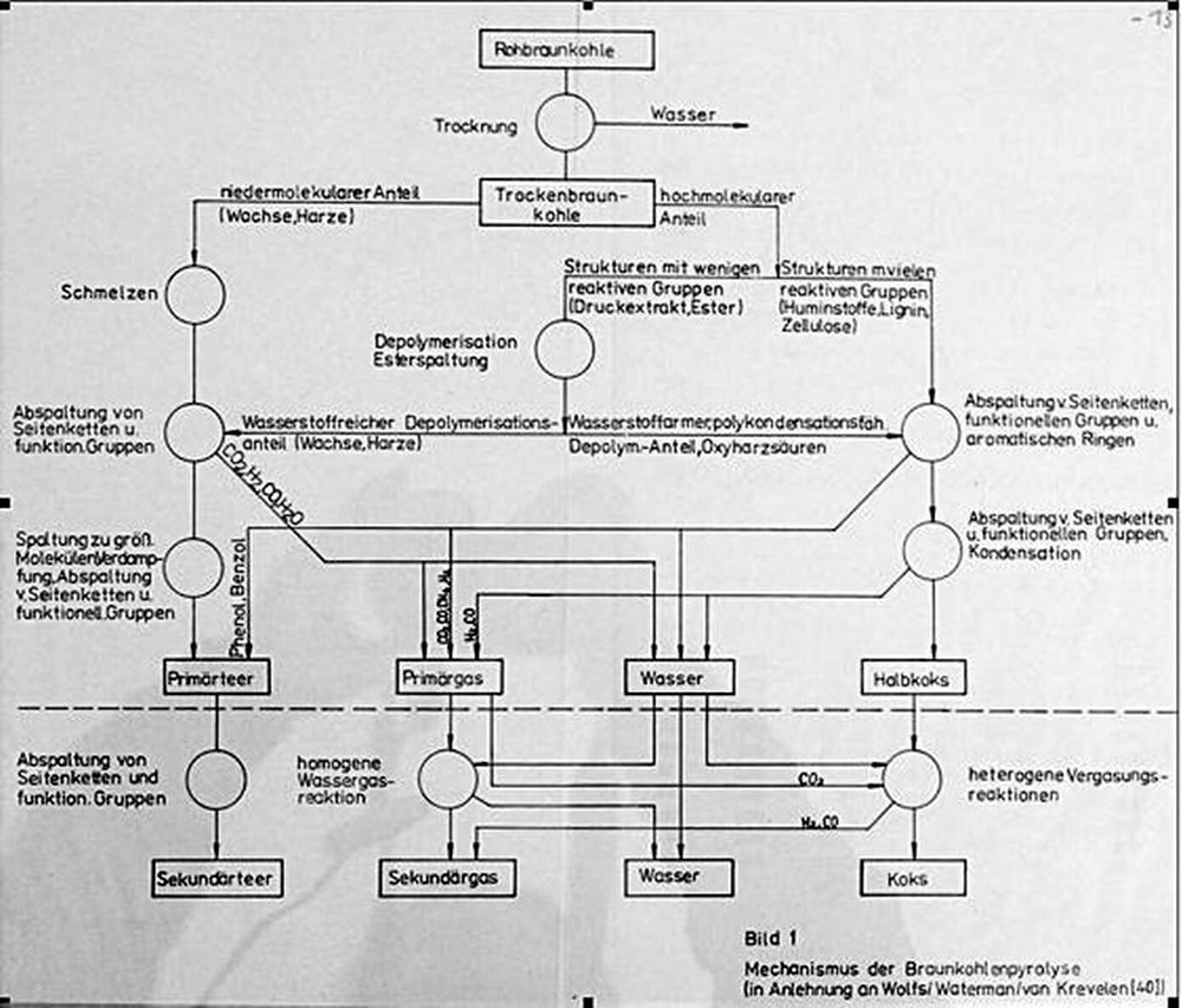
Trotz dieser Schwierigkeiten sollte es möglich sein, die wichtigsten Reaktionen der Hauptstoffgruppen zu erfassen und schematisch so zu ordnen, dass der Ablauf der Pyrolyse in seinen Grundzügen richtig wiedergegeben wird. In diesem Sinne wurde von Wolfs, Watermann und v. Krevelen /40/ auf der Grundlage von Versuchen mit Modellsubstanzen ein Mechanismus der Verkokung von Steinkohle vorgeschlagen. Das von diesen Autoren aufgestellte Schema lässt sich bei Beachtung der stofflichen Zusammensetzung der Braunkohle auch auf diese anwenden
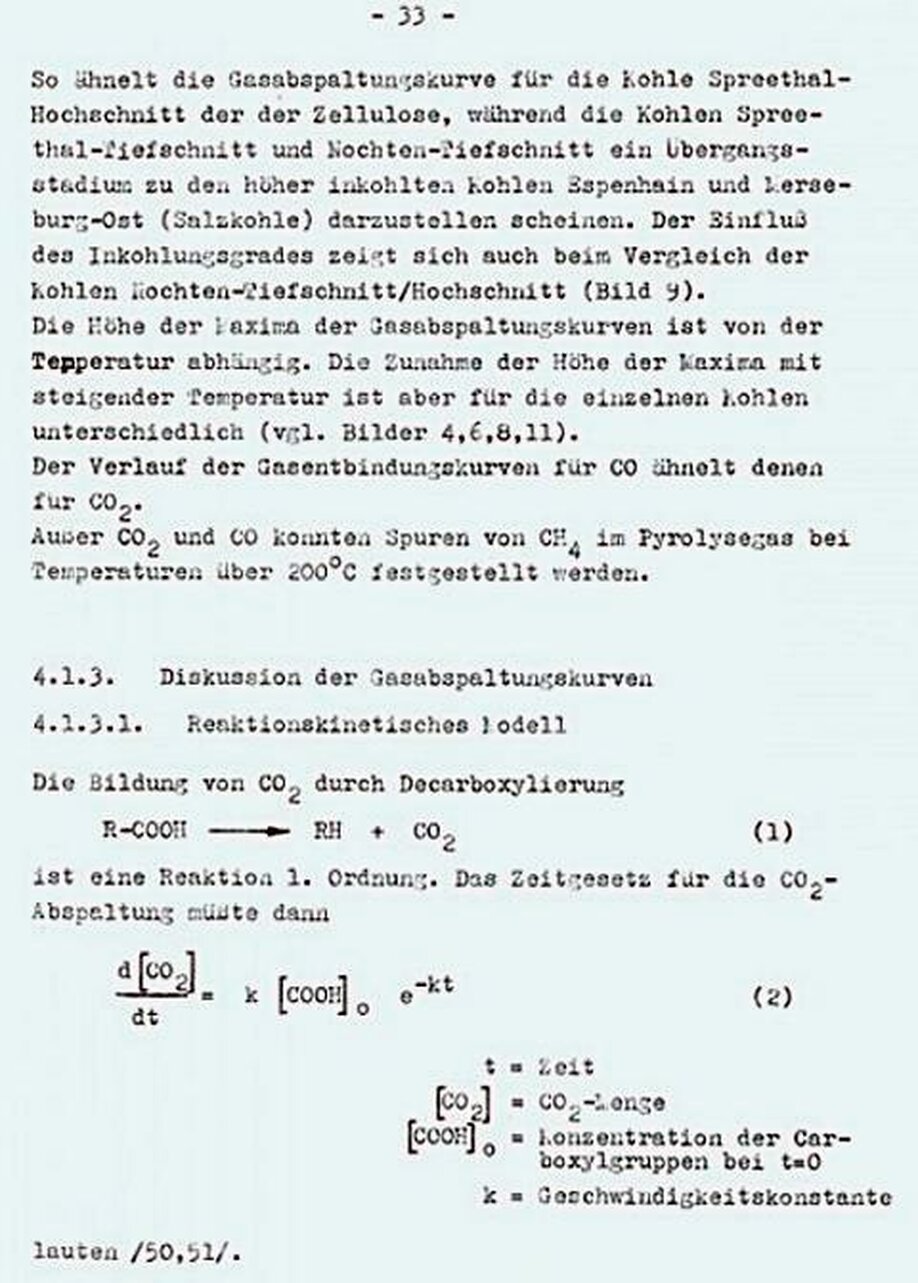
Das Schmelzen des niedermolekularen Anteils der Braunkohle beginnt zwischen 650°C (Harze) und 800°C (Wachse) /41/. Da der niedermolekulare Anteil in ein nicht schmelzendes Gefüge aus Huminstoffen und Zellulose eingelagert ist, werden schmelzende Phasen bei Braunkohle nicht beobachtet. Die Pyrolyse beginnt mit der Abspaltung von funktionellen Gruppen. Bereits bei Temperaturen über 105°C spalten die COOH-Gruppen CO2 ab /42/. Ab 150°C werden Carbonylgruppen und phenolische OH-Gruppen abgespalten. Alkoholische OH-Gruppen
sind bis 200°C stabil /43/. Die Abspaltung von OH-Gruppen ist von Kondensationsreaktionen begleitet (in Bild 1 nicht dargestellt ), die im Falle alkoholischer OH-Gruppen (Esterbildung) bei Temperaturen über 250°C wieder gespalten werden /43/. Bei Temperaturen über 290°C ist der Molekülabbau soweit fortgeschritten, dass neben Gasen auch größere Moleküle abgespalten und flüchtig werden (Teerentbindung) /4 /. Der hochmolekulare Anteil besteht aus hochschmelzenden (Bitumen B, Lignin) und nicht schmelzenden Stoffen (Zellulose, Huminstoffe). Durch Esterspaltung werden aus Bitumen B Wachs-Harz-Komponenten freigesetzt, die zu einem Teil zur Polykondensation fähig sind und Koks bilden und zum anderen Teil in den Teer übergehen. Die Abspaltung von Seitenketten und funktionellen Gruppen (Gas- und Wasserbildung) ist bei den Strukturen mit vielen reaktiven Gruppen mit einer Polykondensation gekoppelt /46/. Eine weitere Besonderheit von Braunkohle gegenüber Steinkohle ist, dass auch Strukturen mit vielen reaktiven Gruppen vorhanden sind - Lignin und Zellulose -,die bei der Pyrolyse Teer bilden. Ob Huminsäuren Teer bilden, ist umstritten /18,44,45/, da bei der Huminsäureextraktion nicht extrahierte Wachse und Harze mit gelöst werden können.
4.1.1. Versuchsaufbau
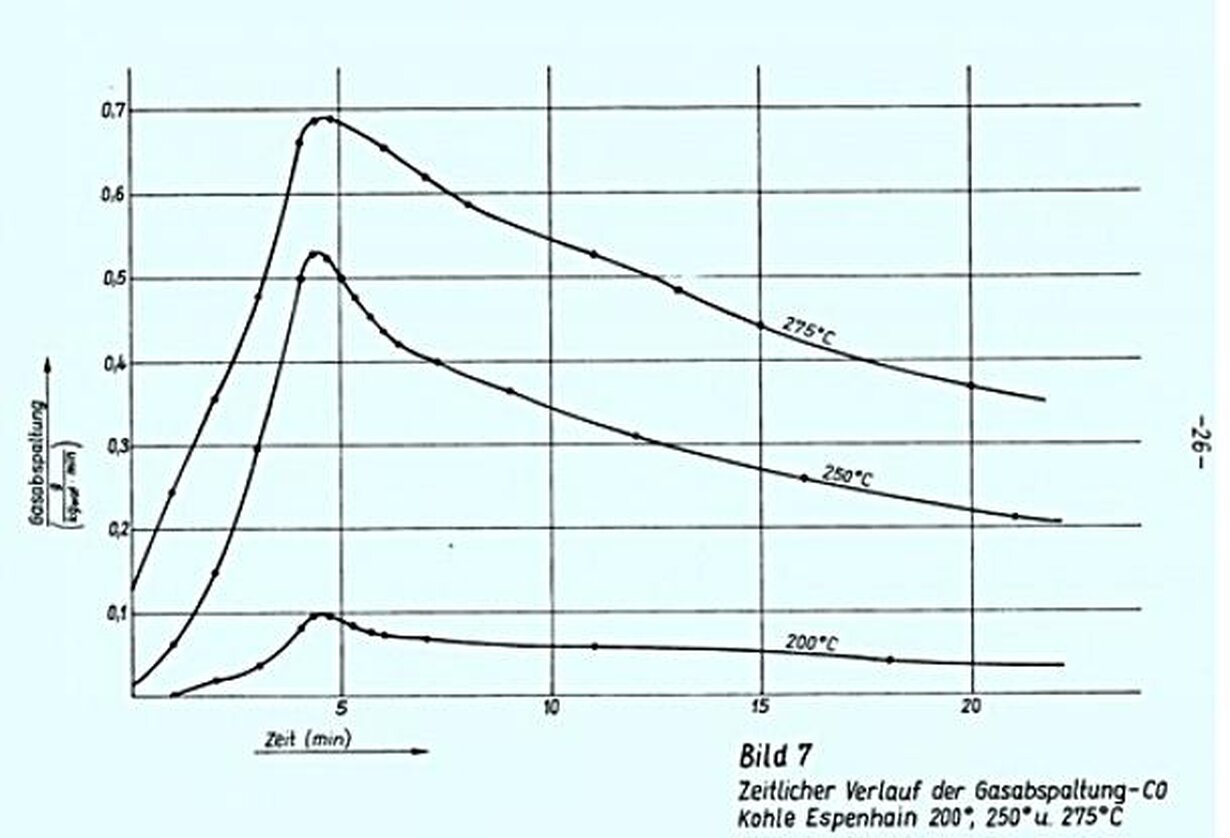
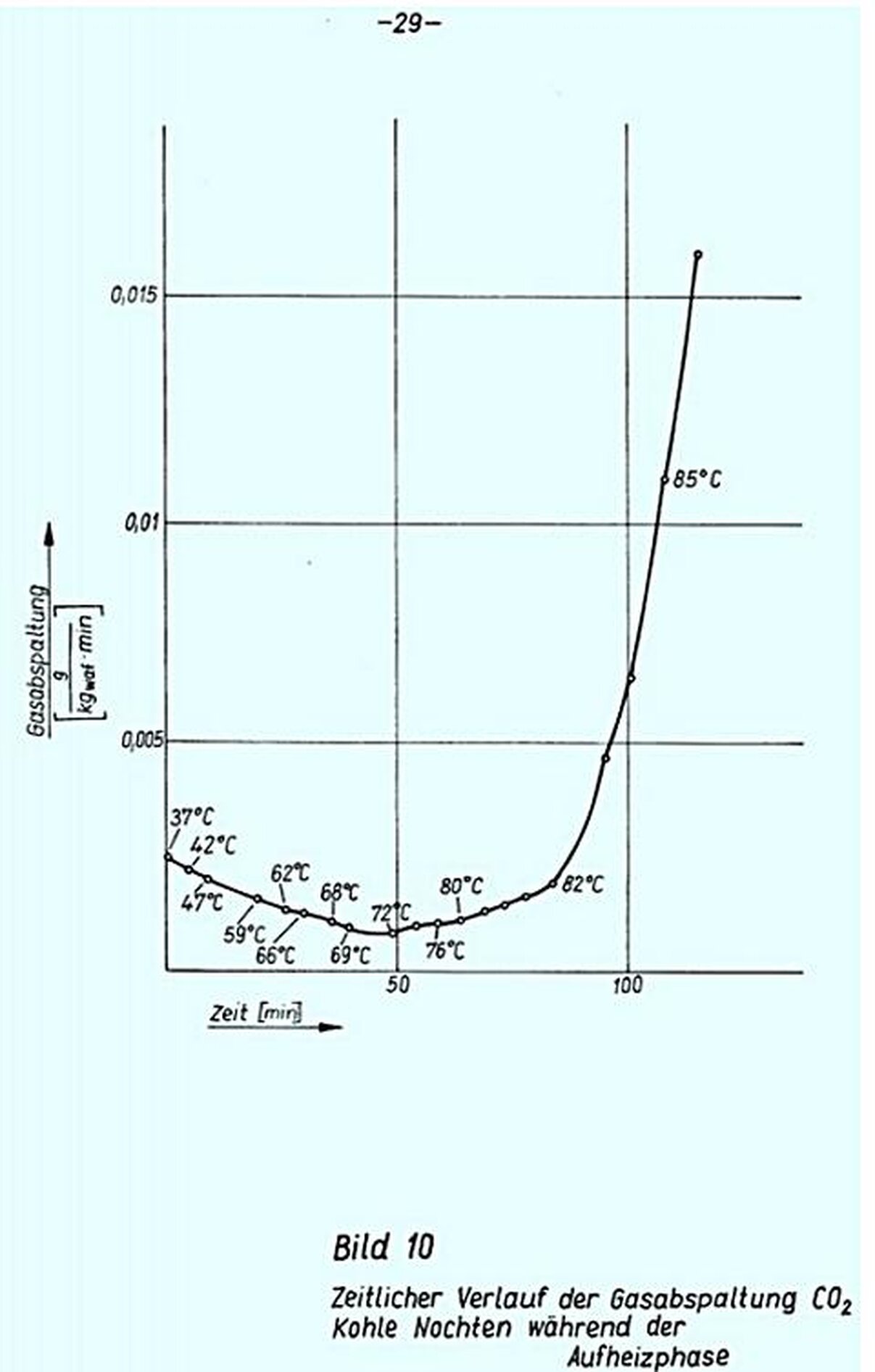
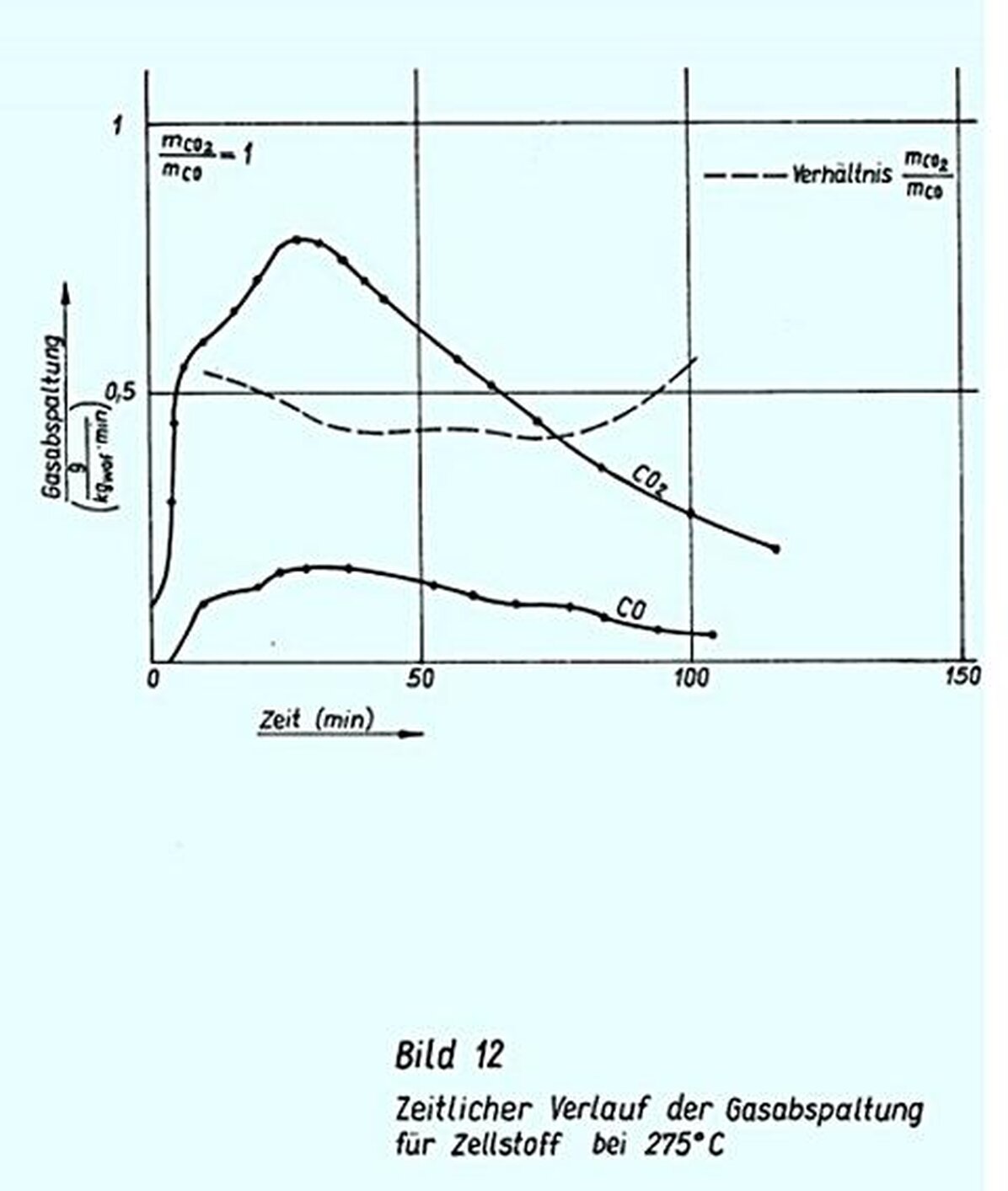
typisch. Die Gasentbindung beginnt mit der Abspaltung von CO2. Die ersten geringen CO2-Mengen sind bereits bei einer Temperatur von 35°C nachweisbar.
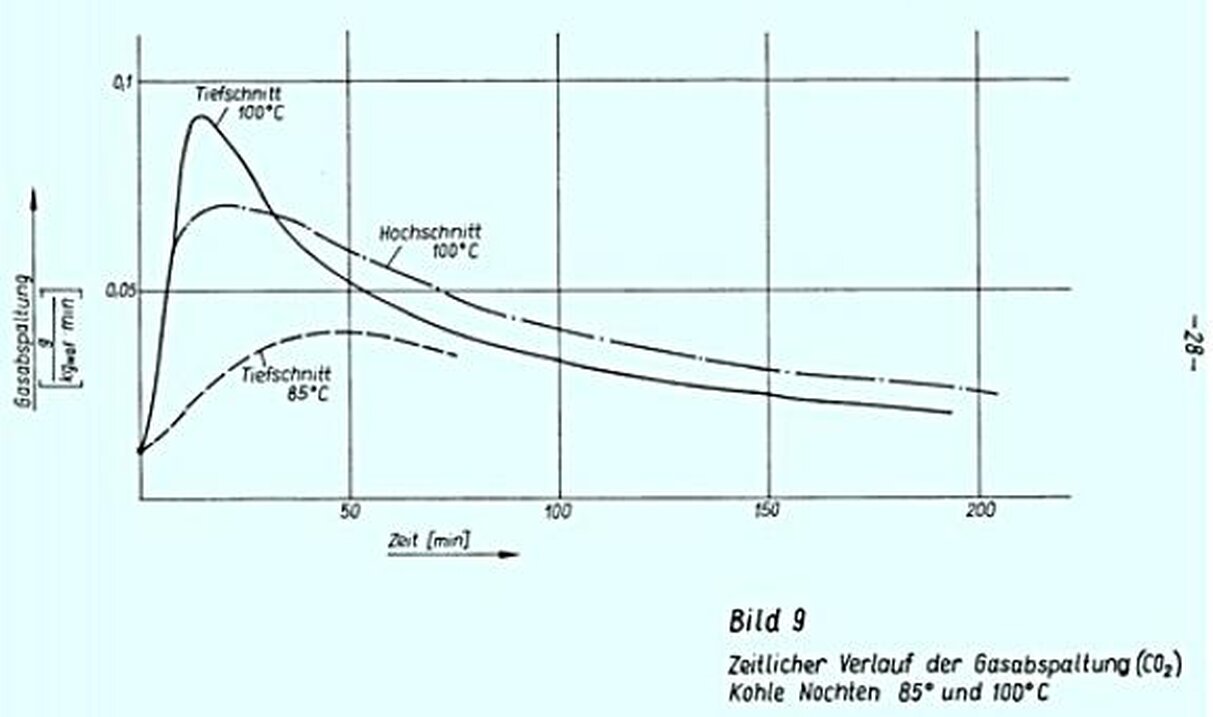
Die Gasabspaltung erreicht zwischen 35 und 37°C ein flaches Maximum (Bild 10). Eine spürbare Zunahme der CO2-Abspaltung tritt bei weiterer Erwärmung erst ein, wenn die Kohletemperatur 80°C überschreitet. Ein zweites Maximum der Gasabspaltung wird zwischen 82 und 85°C erreicht (s.a. Bild 9), wenn die Temperatur nicht weiter erhöht wird. Bei weiterer Temperatursteigerung bis 100°C steigt auch die CO2-Bildung, die im Verlauf der Kohletrocknung etwas zurückgeht. Die Trocknung der Kohle dauert beim beschriebenen Versuchsaufbau 4 - 8 Minuten. Sie ist in den meisten Bildern nicht dargestellt. Erst mit Ende der Trocknung', das bei einer
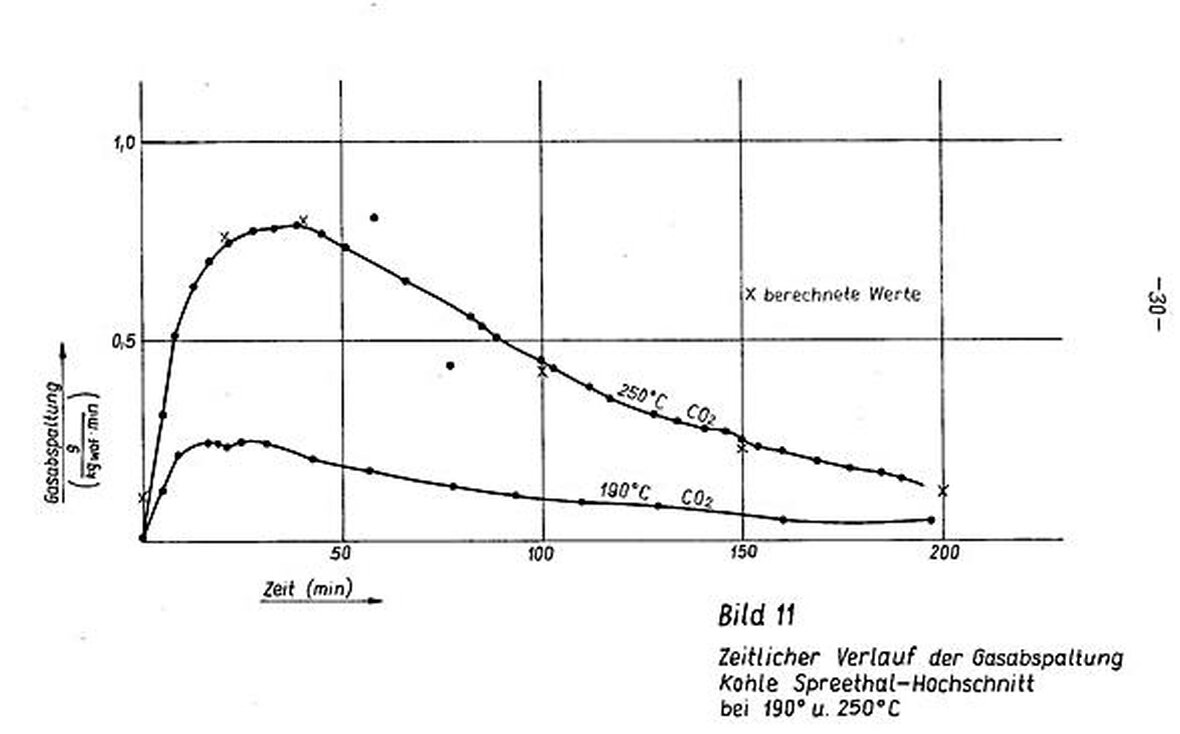
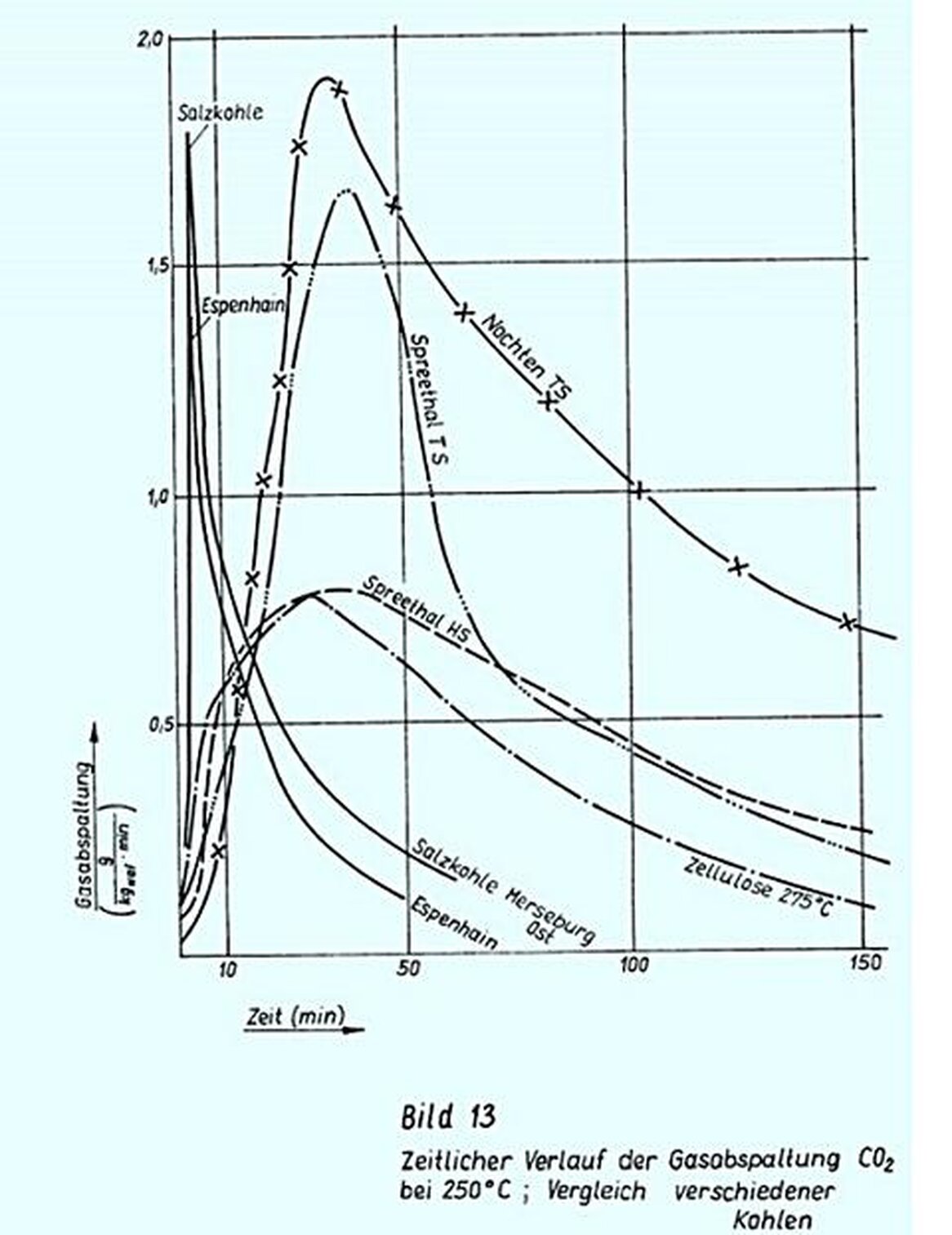
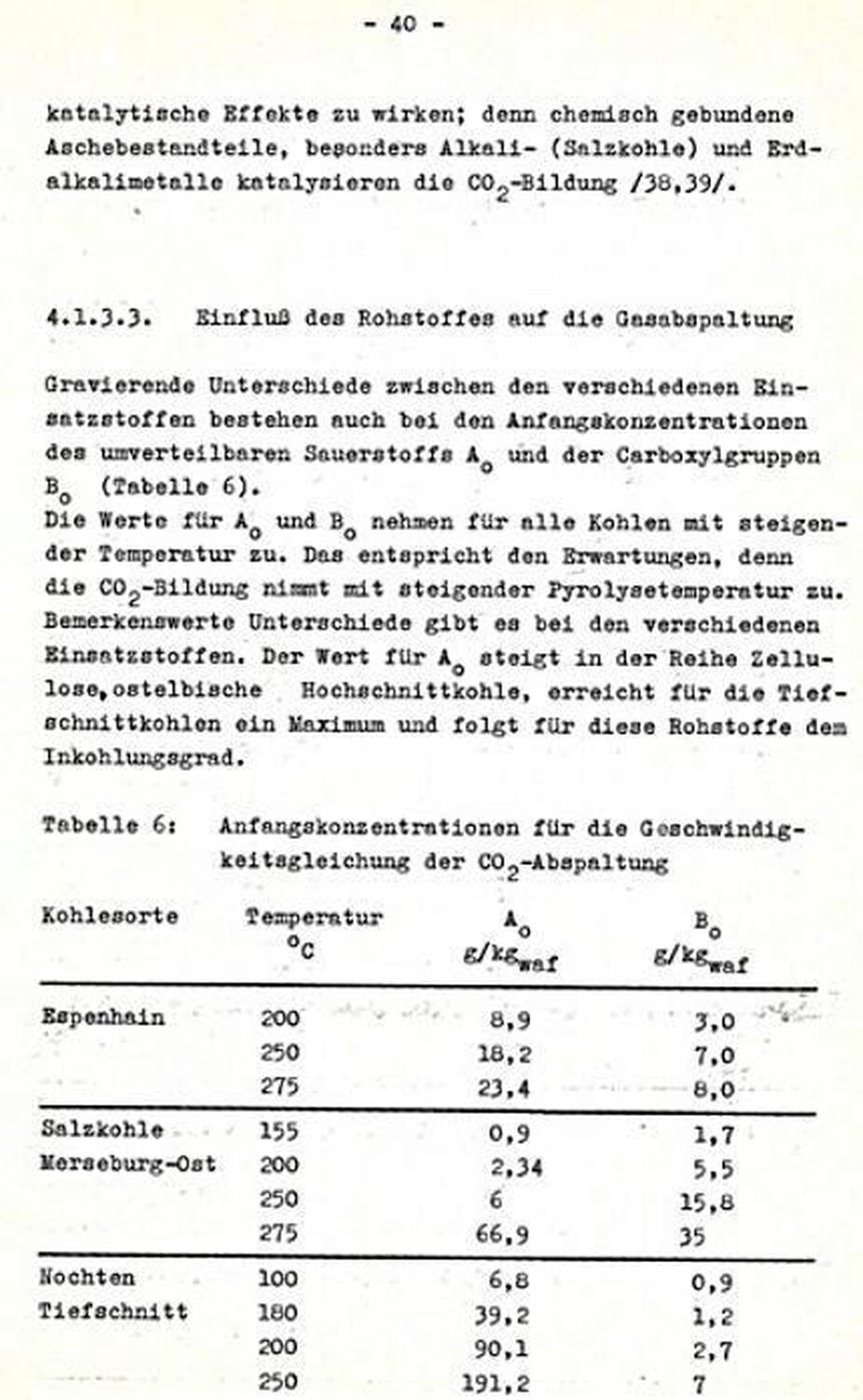
Neben der Temperatur hat der Rohstoff erheblichen Einfluss auf die Gasabspaltung (Bild 13). Der zeitliche Verlauf der Gasabspaltung' scheint weniger vom Sauerstoffgehalt der Kohle, sondern hauptsächlich vom Inkohlungsgrad abzuhängen.
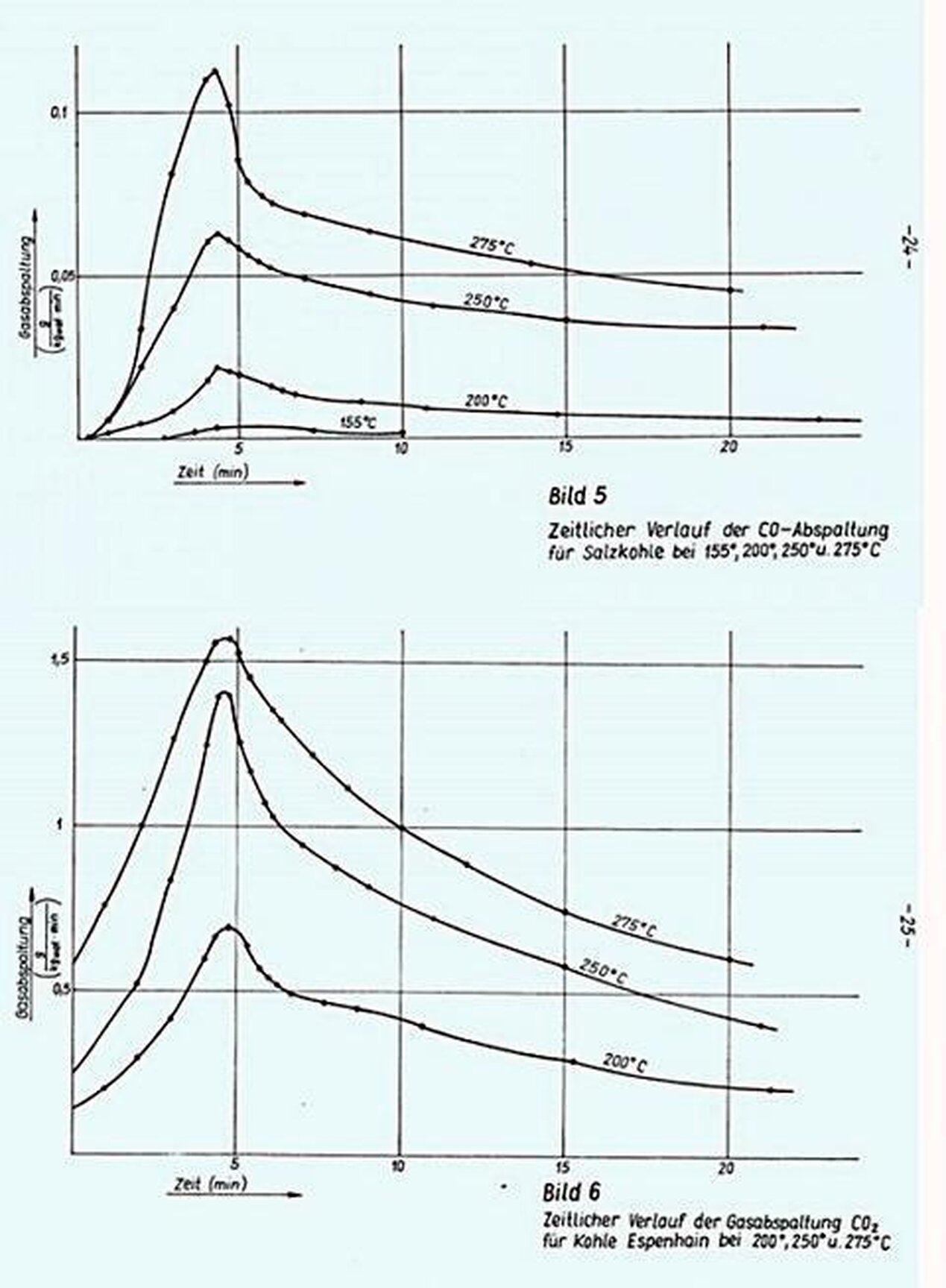
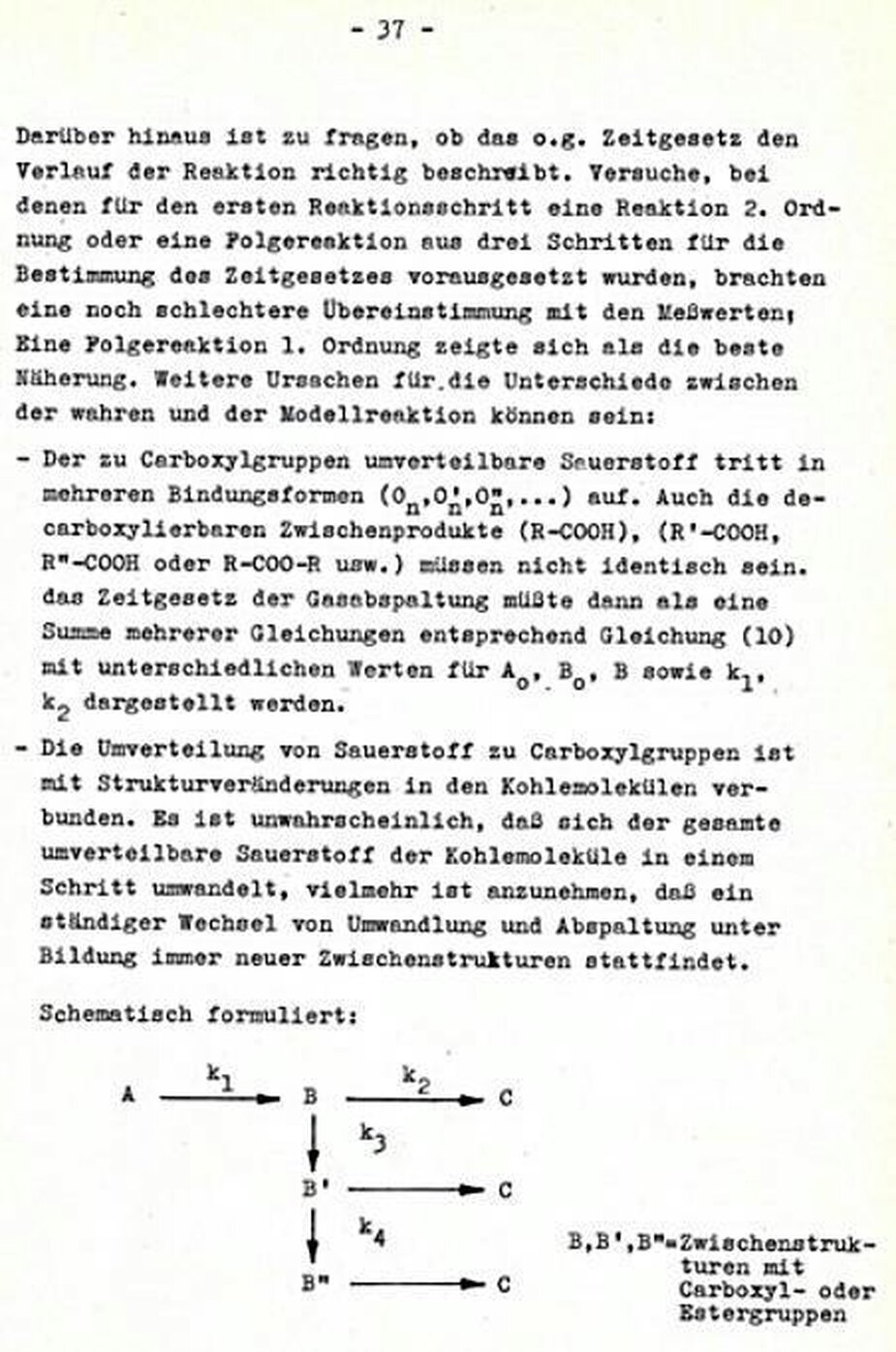
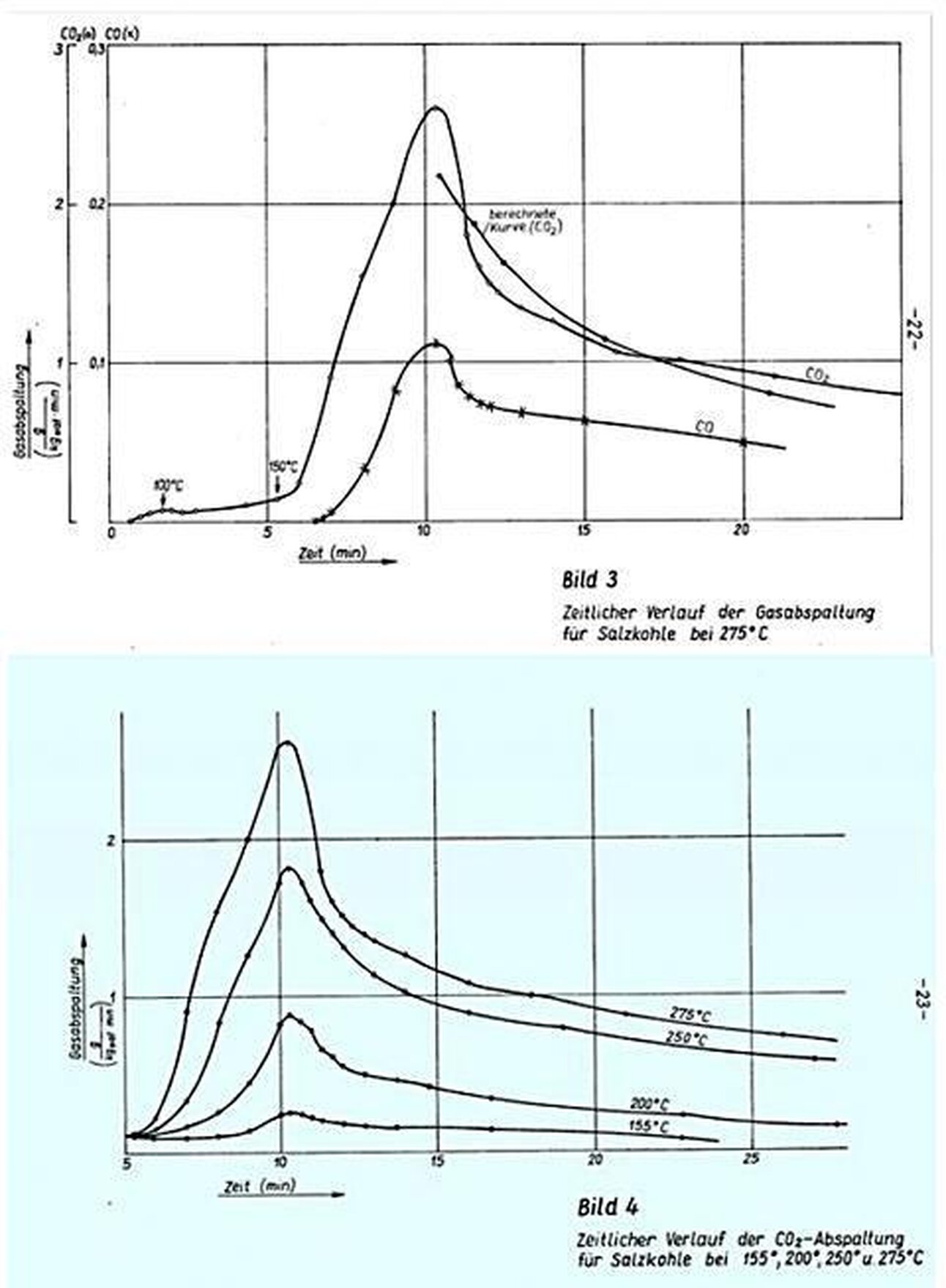
Vielzahl parallel verlaufender Folgereaktionen besteht, deren Ausgangsprodukte sich ständig ändern. Dieser Modellansatz erweitert die aus nichtisothermen reaktionskinetischen Messungen abgeleiteten Vorstellungen über die Kohlepyrolyse (s , Pkt. 3.2.). Die Ableitung des odellansatzes erfolgte aus den Gasabspaltungskurven von CO2.
Um seine Allgemeingültigkeit für die Kohlepyrolyse zu belegen, müssen die Abspaltungskurven aller Pyrolyseprodukte mit denen von CO2 qualitativ übereinstimmen. Für CO (Bilder 3,4 u, 5, 6 u, 7) ist die Ubereinstimmung vorhanden. Sie ist für andere Pyrolyseprodukte noch nachzuweisen.
k=A*e°exp(-Ea/RT) A = Frequenzfaktor
Ea = Aktivierungsenergie
Die Aktivierungsenergie für die Pyrolyse von Estern geben Gold 152/ mit 150 - 200 kJ/mol und Schwetlick /50/ mit 159 -163 kJ/mol. für Säuren an. Mit der Gleichung (11) lässt sich der Einfluss der Temperatur auf die Geschwindigkeitskonstante ermitteln. Unter Verwendung der genannten Werte für die Aktivierungsenergien lässt sich abschätzen, dass die Geschwindigkeitskonstanten mit der Reaktionstemperatur stark ansteigen müssten. Die aus den experimentellen Daten ermittelten Werte für k2 fallen mit steigenden Temperaturen aber geringfügig ab. Ursachen für diesen Widerspruch können sein:
- Die Aktivierungsenergien für die Decarboxylierung der hochmolekularen Verbindungen der Kohle sind bedeutend geringer als die von einfachen Säuren und Estern.
- Mit steigender Temperatur erhöht sich die Menge an abspaltbaren Carboxylgruppen. Wenn die Äktivierungsenergie der bei hohen Temperaturen decarboxylierbaren Verbindungen größer ist als die der Verbindungen, die bei tieferen Temperaturen decarboxylieren, ist ein Abfall der Geschwindigkeitskonstanten mit steigender Temperatur mög lich.
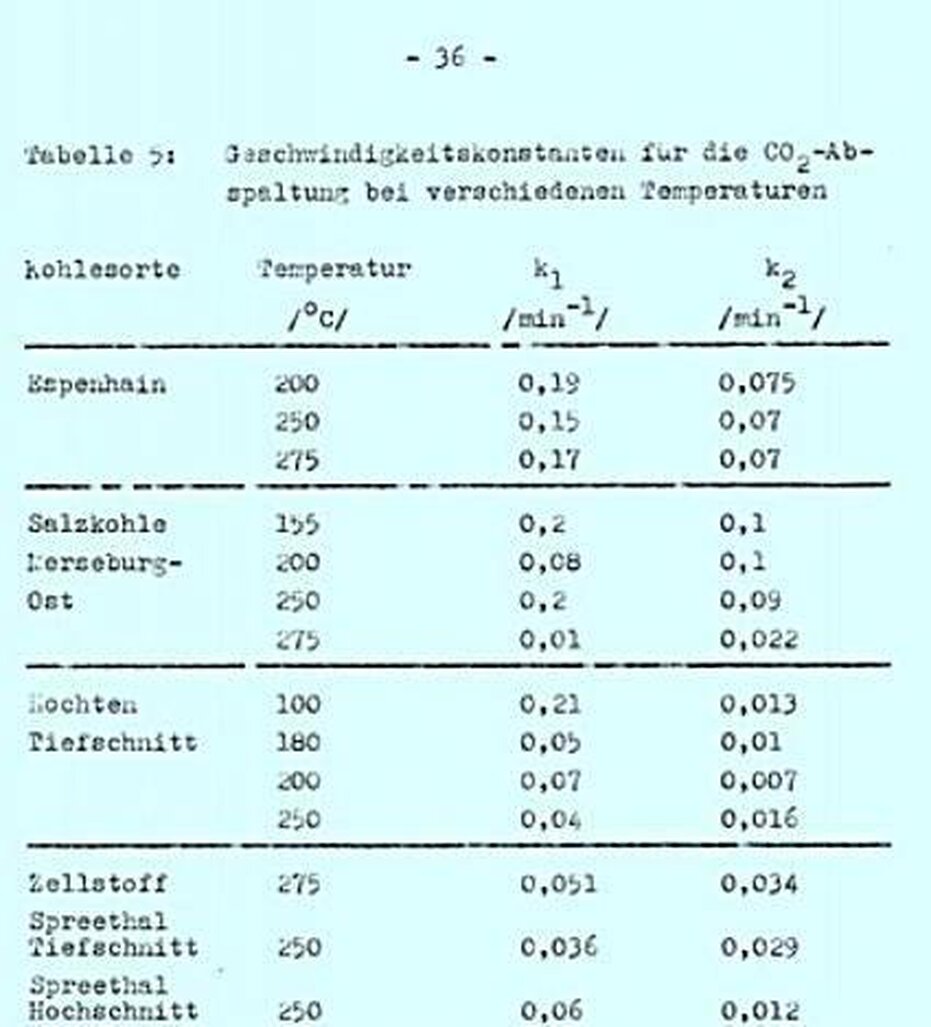
Die Temperaturabhängigkeit für die Bildung von Carboxylgruppen (kl) zeigt keinen klaren Trend. Die Zahlemwerte für kl sind bei älteren Braunkohlen (Salzkohl Verwendung der genannten Werte für die Aktivierungsenergien lässt sich abschätzen, dass die
Geschwindigkeitskonstanten mit der Reaktionstemperatur stark ansteigen müssten. Die aus den experimentellen Daten ermittelten Werte für k2 fallen mit steigenden Temperaturen aber geringfügig ab. Ursachen für diesen Widerspruch können sein:
- Die Aktivierungsenergien für die Decarboxylierung der hochmolekularen Verbindungen der Kohle sind bedeutend
geringer als die von einfachen Säuren und Estern.
- Mit steigender Temperatur erhöht sich die Menge an abspaltbaren Carboxylgruppen. Wenn die Äktivierungsenergie der bei hohen Temperaturen decarboxylierbaren Verbindungen größer ist als die der Verbindungen, die bei tieferen Temperaturen decarboxylieren, ist ein Abfall der Geschwindigkeitskonstanten mit steigender Temperatur mög lich.
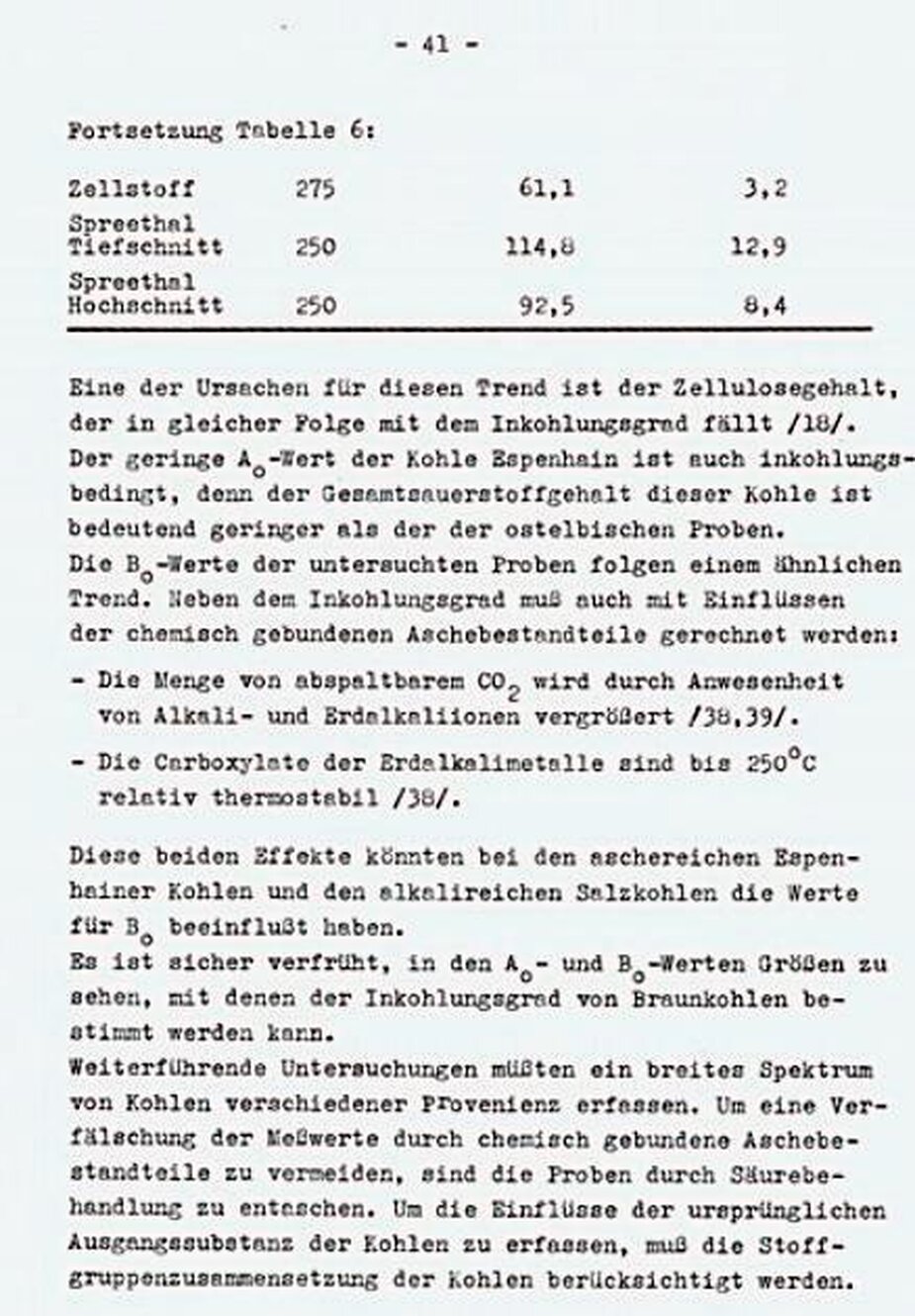
Die Temperaturabhängigkeit für die Bildung von Carboxylgruppen (kl) zeigt keinen klaren Trend. Die Zahlemwerte für kl sind bei älteren Braunkohlen (Salzkohle, Espenhain um mehr als zwei Größenordnungen größer als bei jüngeren Kohlen (Nochten, Spreethal) und Zellstoff. Hier scheinen
4.2.1. Versuchsziel
Durch Vergleich der Schwelanalysen von Kohlen, die eine bestimmte Zeit isotherm behandelt wurden, mit Vergleichsproben sollen weitere Rückschlüsse über die Bedeutung der Abspaltungs- und Umwandlungsreaktionen auf die Qualität der Pyrolyseprodukte gewonnen werden.
In der im Pkt. 4.1.1. beschriebenen Versuchsanlage wurden die Kohlen Pyrolyseprodukte haben. Von besonderem Interesse ist, ob die Teerqualität verändert wird.
Durch Vergleich der Schwelanalysen von Kohlen, die eine bestimmte Zeit isotherm behandelt wurden, mit Vergleichsproben sollen weitere Rückschlüsse über die Bedeutung der Abspaltungs- und Umwandlungsreaktionen auf die Qualität der Pyrolyseprodukte gewonnen werden.
In der im Pkt. 4.1.1. beschriebenen Versuchsanlage wurden die Kohlen - Espenhain bei 250°C und 275°0, 1 Stunde
4.3.1.Versuchsaufbau und Probenvorbereitung
Es wurde eine Versuchsanlage, ähnlich wie' im Punkt 4.1.1. beschrieben, verwendet, mit dem Unterschied, dass der Rotationsverdampfer durch einen 100 ml-Glasreaktor mit einem Durchmesser von 30 nun ersetzt wurde. Dieser Glasreaktor wurde durch ein Silikonölbad beheizt, dessen Temperatur von Hand geregelt wurde. Für die emperaturmessung im Reaktor und im Ölbad wurden Thermoelemente verwendet. Um zu sichern, dass die Versuchsergebnisse durch Hydrolysereaktionen oder Verdampfen leichtsiedender Bestandteile nicht verfälscht werden, wurden die Proben wie folgt vorbereitet:
- Lösen der gesamten Probe in Benzol; Filtration
- Kochen der Lösung 45 Minuten am Wasserabscheider
- Destillation im Rotationsverdampfer im Vakuum bei 50°C, Dauer 30 Minuten
- Destillation im Feinvakuum bei 50oC, Dauer 30 Minuten.
Durch diese Behandlung wurden Staub, Wasser und leichtsiedende Bestandteile entfernt, so dass für die Versuche nur der schwersiedende Anteil der Teere zur Verfügung stand.
Es wurden folgende Untersuchungen durchgeführt:
- Messung der Gasabspaltung in Abhängigkeit von der Reaktionszeit bei 250 und 300°C.für verschiedene Teere (Probemenge: 10 - 15 g) mittels Gaschromatographie
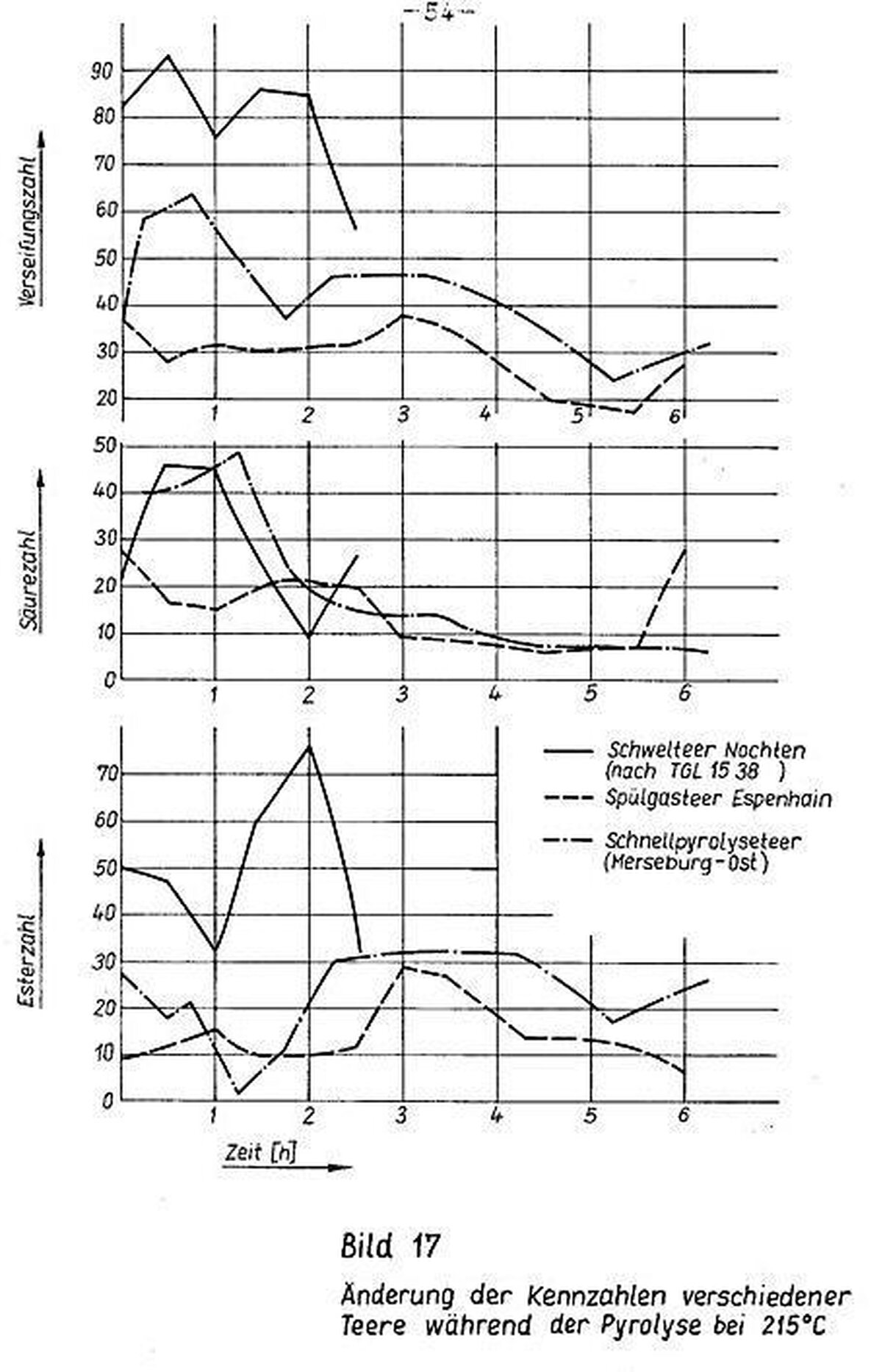
- Bestimmung der Änderung der Verseifungs- und Säurezahl bei verschiedenen Pyrolysetemperaturen, Versuchsdauer 8 - 11 Stunden; Abstand zwischen zwei Proben O,5 bis 1 Stunde; Versuchsmaterial: Spülgasteer Espenhain, Schnellpyrolyseteer Merseburg-Ost, Schwelteer Nochten (nach TGL 15385)
- Aufnahme von IR-Spektren und Bestimmung der Elementarnalyse zu Beginn, nach Ablauf der halben und am Ende der Versuchszeit.
Glasreaktor wurde durch ein Silikonölbad beheizt, dessen Temperatur von Hand geregelt wurde. Für die Temperaturmessung im Reaktor und im Ölbad wurden Thermoelemente verwendet. Um zu sichern, dass die Versuchsergebnisse durch Hydrolysereaktionen oder Verdampfen leichtsiedender Bestandteile nicht verfälscht werden, wurden die Proben wie folgt vorbereitet:
- Kochen der Lösung 45 Minuten am Wasserabscheider
- Destillation im Rotationsverdampfer im Vakuum bei 50°C, Dauer 30 Minuten
- Destillation im Feinvakuum bei 50oC, Dauer 30 Minuten.
Durch diese Behandlung wurden Staub, Wasser und leichtsiedende Bestandteile entfernt, so dass für die Versuche nur der schwersiedende Anteil der Teere zur Verfügung stand. Es wurden folgende Untersuchungen durchgeführt:
- Messung der Gasabspaltung in Abhängigkeit von der Reaktionszeit bei 250 und 300°C.für verschiedene Teere (Probemenge: 10 - 15 g) mittels Gaschromatographie
- Bestimmung der Änderung der Verseifungs- und Säurezahl bei verschiedenen Pyrolysetemperaturen, Versuchsdauer 8 - 11 Stunden; Abstand zwischen zwei Proben O,5 bis 1 Stunde; Versuchsmaterial: Spülgasteer Espenhain, Schnellpyrolyseteer Merseburg-Ost, Schwelteer Nochten (nach TGL 15385)
- Aufnahme von IR-Spektren und Bestimmung der Elementarnalyse zu Beginn, nach Ablauf der halben und am Ende der Versuchszeit.
Da der Abstand zwischen zwei Analysen etwa 8 Minuten betrug, konnte das Maximum der Gasabspaltung bei einigen Versuchen nicht genau erfasst werden.
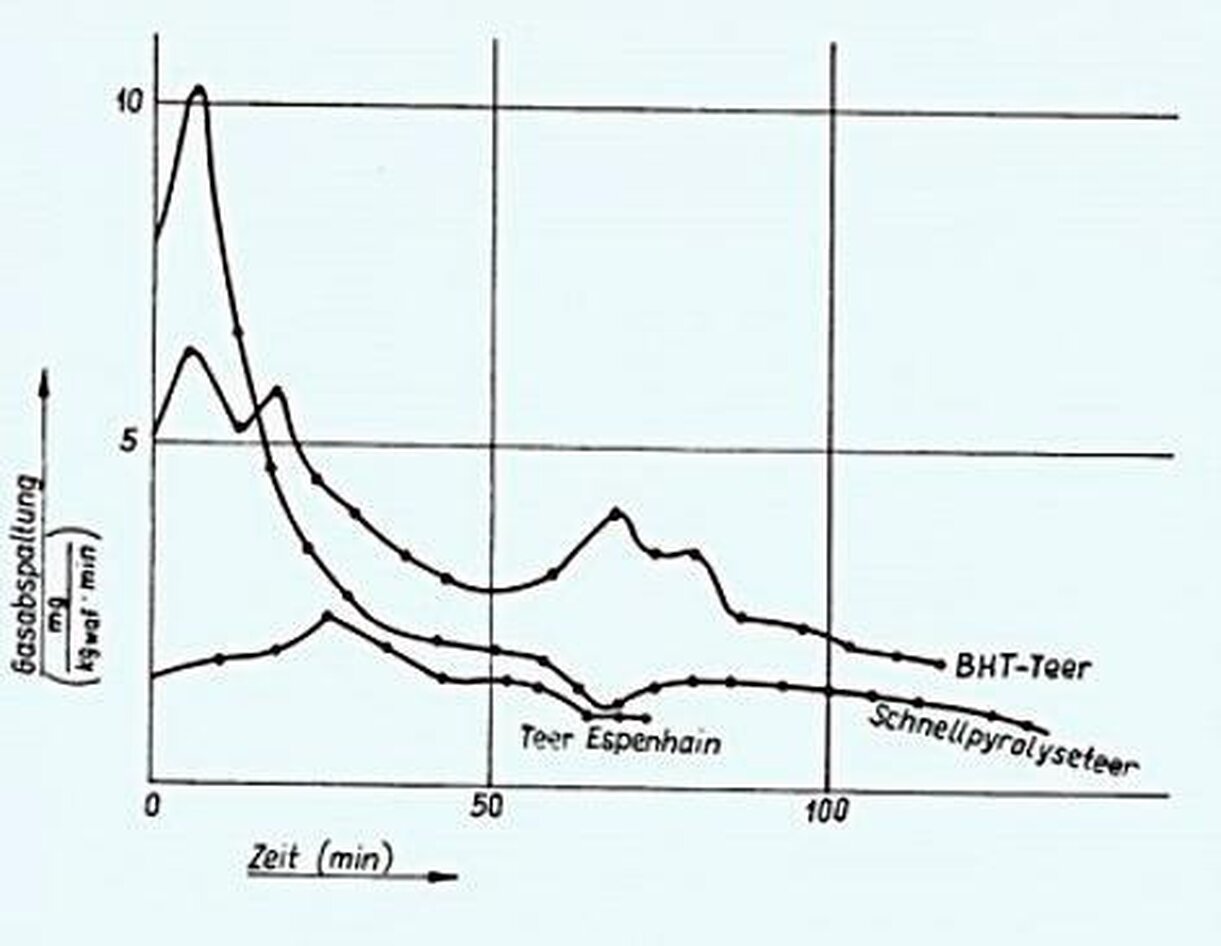
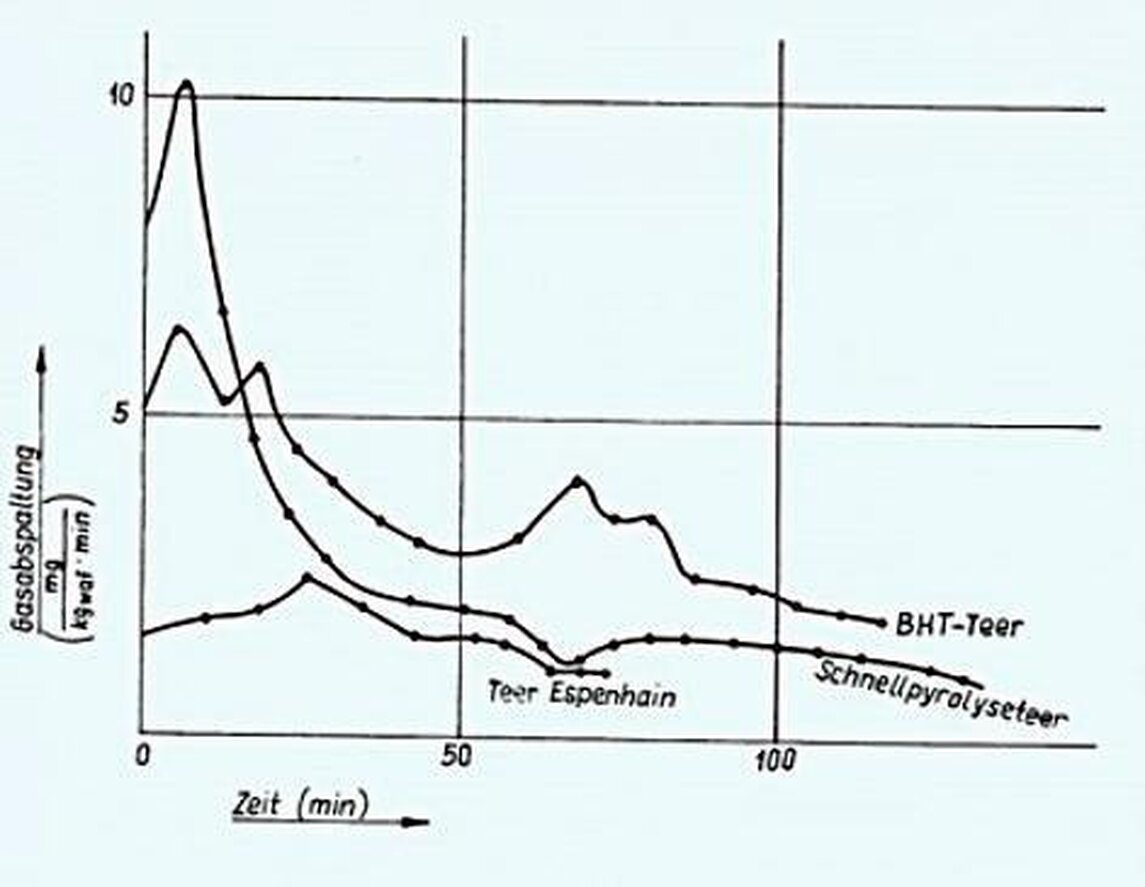
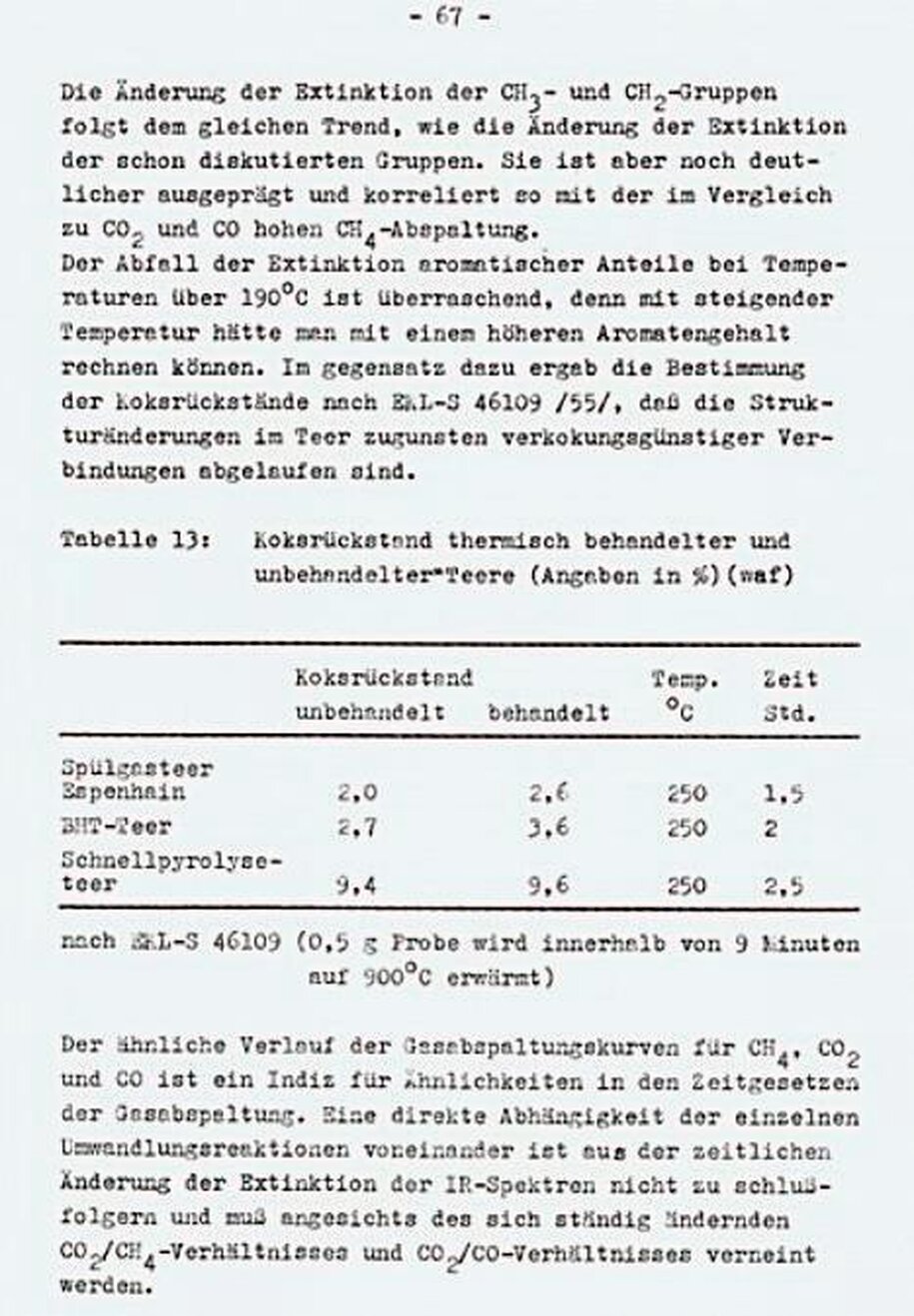
Die Unterschiede in der Gasabspaltung zwischen den Teeren unterschiedlicher Provenienz sind ähnlich denen, wie sie bei den Ausgangskohlen auftreten. Die Kurve des BHT-Teeres ähnelt der einer ostelbischen Kohle und die Kurve des Schnellpyrolyseteeres (Merseburg-Ost) ist der Kurve der Ausgangskohle ähnlich. Die Kurve für Espenhainer Teer ist wenig aussagefähig; vermutlich ist das Maximum der Gasabspaltung nicht erfasst worden.
Einen wesentlichen Unterschied zu den Braunkohlen zeigt der BHT-Teer. Seine Gasabspaltungskurve fällt nicht monoton nach Durchlaufen des Maximums, sondern zeigt noch mehrere Maxima, die nicht auf Temperaturschwankungen zurückgeführt werden können. Ähnliche, aber weniger deutlich ausgeprägte Maxima nach dem Hauptmaximum sind auch beim Schnellpyrolyseteer erkennbar.
Im Unterschied zur Kohle werden aus dem Teer bedeutende Mengen CH4 abgespalten. Das Verhältnis beider Gasmengen bleibt im Versuchsverlauf nicht konstant.
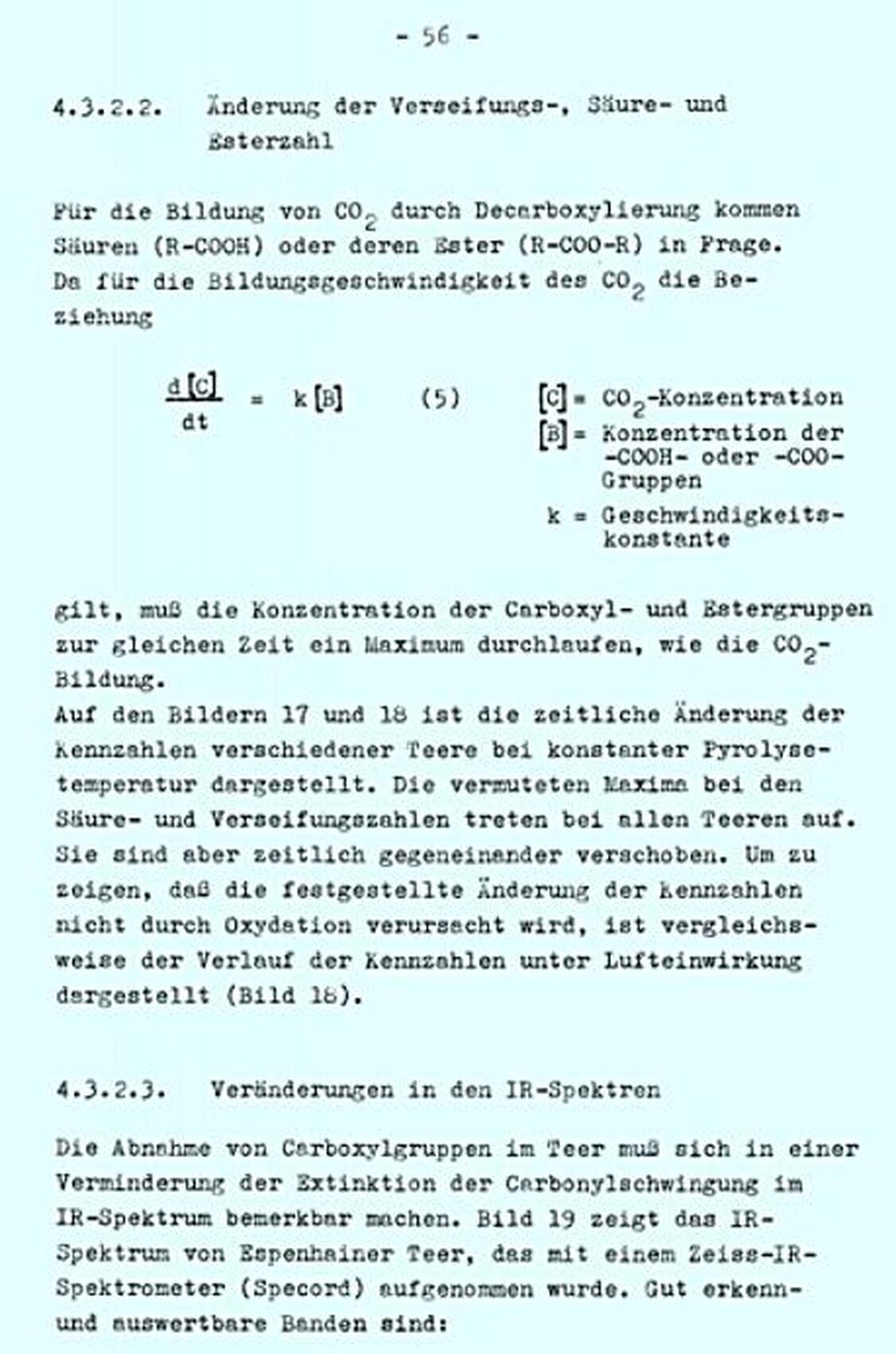
- CH2-Schwingung 2850 cm-l .
- CO-Schwingung 1720 cm-l
- C=C-Schwingung 1600 cm -1
- Ketone-Ester, Phenole 1100 cm-1
-CH-Schwingung 750cm -1 (aromatischer Wasserstoff)
E= ln Io/I (13) Io Intensität der Grundlinie (Tangente)
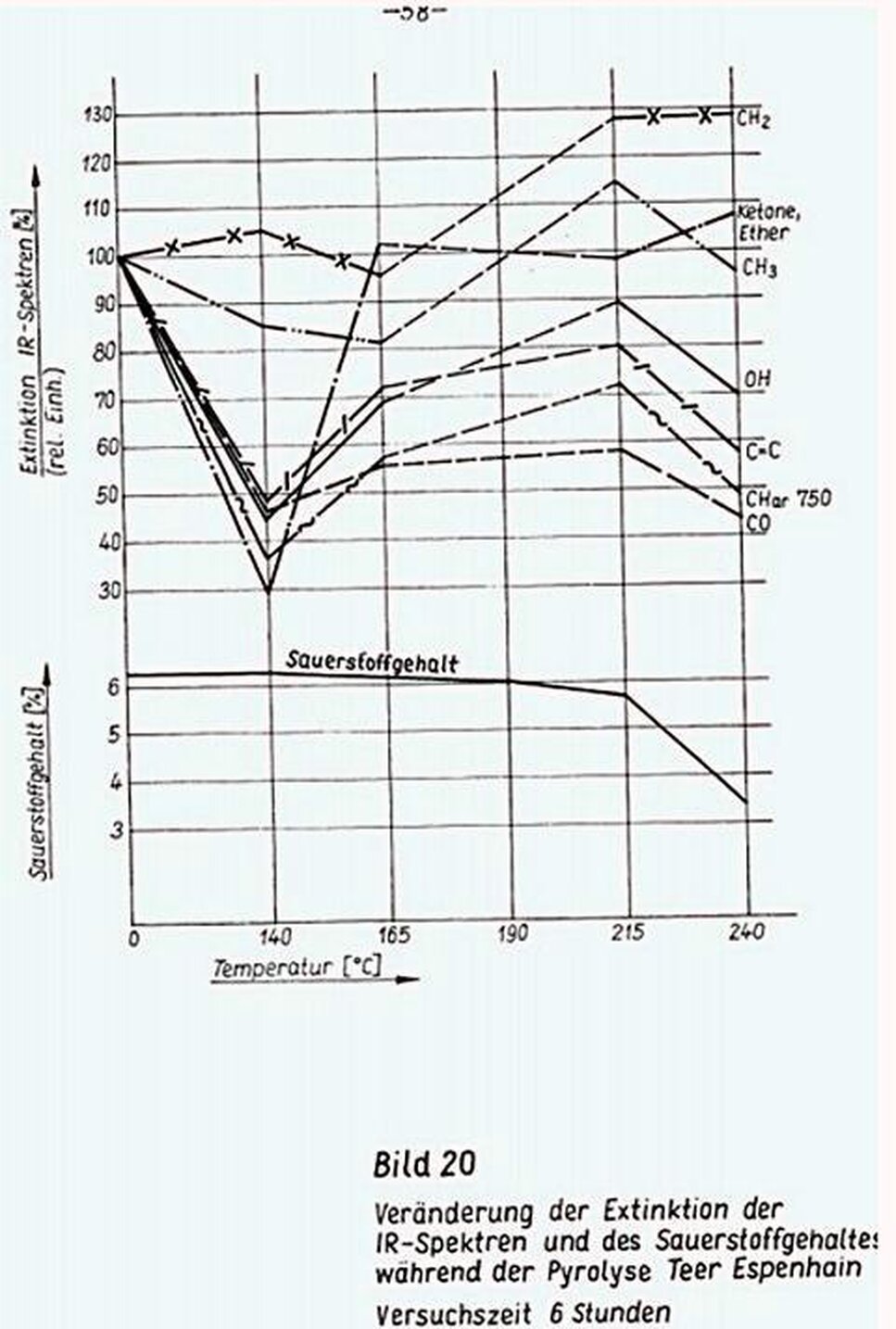
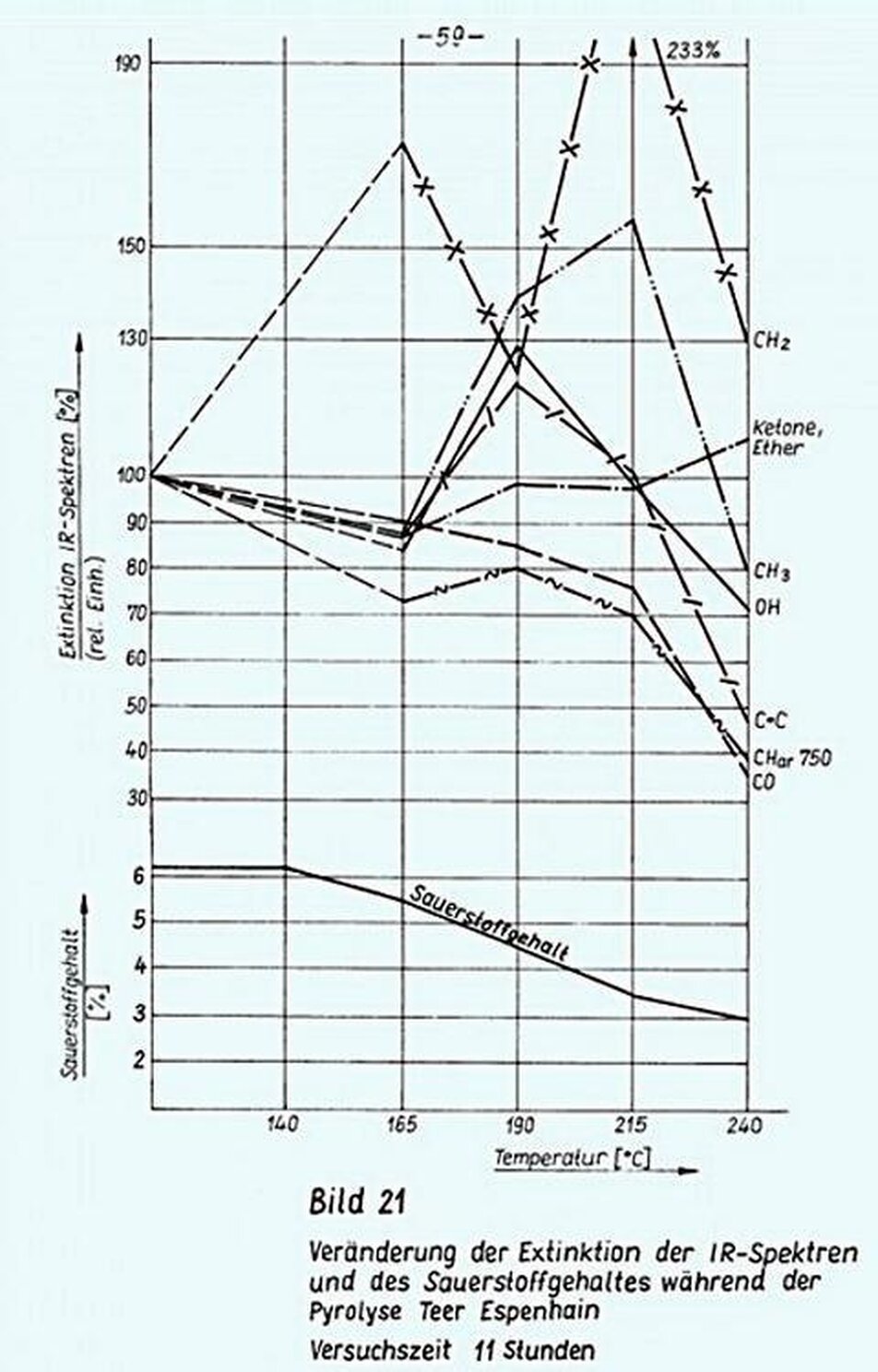
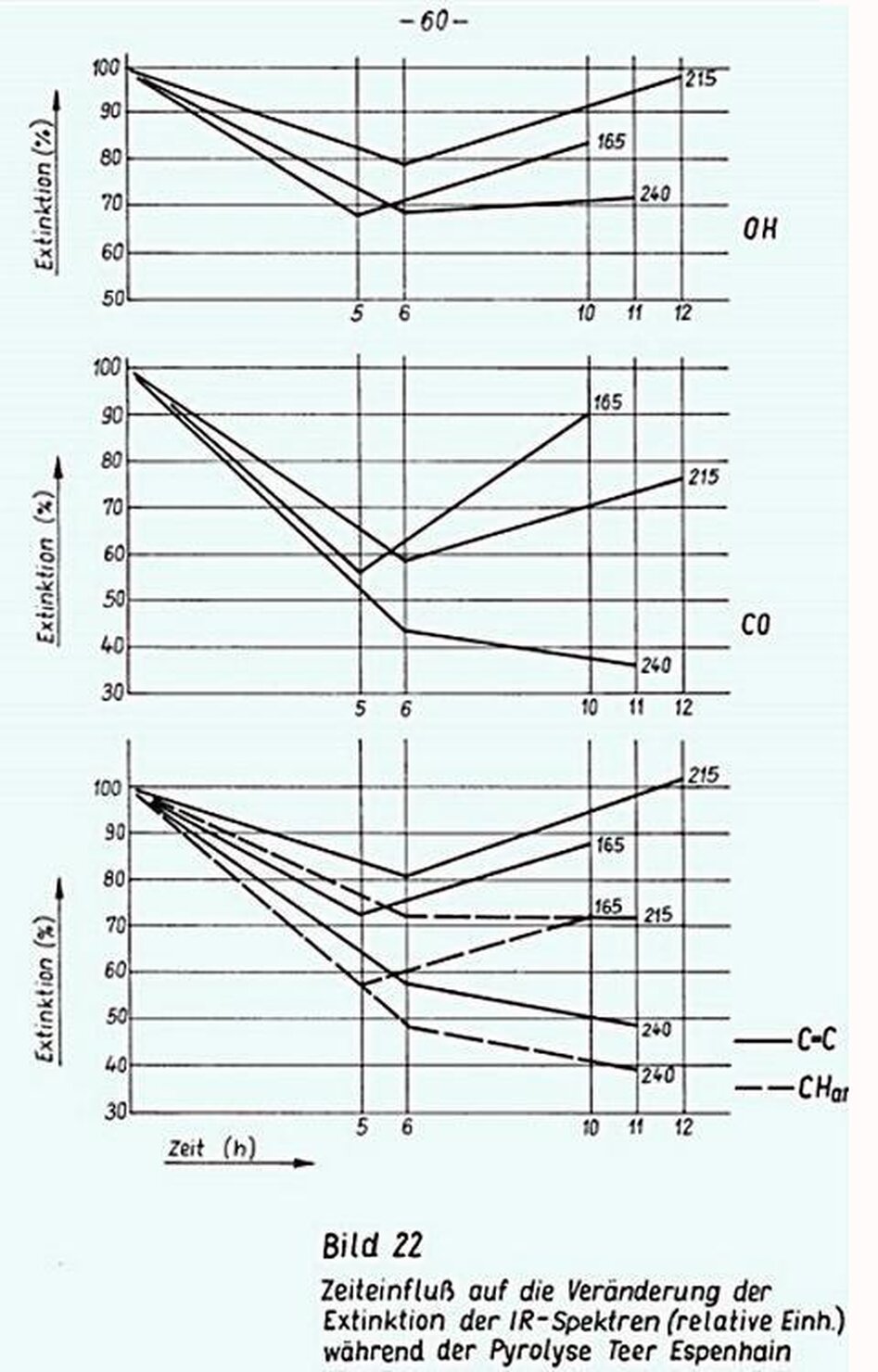
Die Extinktion einer Bande ist keine Größe, aus der auf die Konzentration der betreffenden Molekülfragmente direkt geschlossen werden kann. Die Veränderung der Extinktion zeigt nur eine qualitative Zu-oder-Abnahme der Konzentration der Molekülfragmente. Die Bilder 21 und 22 zeigen die Veränderung der ausgewerteten Banden, sowie der Elementaranalysen von Espenhainer Teer in Abhängigkeit von der Pyrolysetemperatur nach 5 - 6 bzw. 10 - 12 Stunden Reaktionszeit. Auf Bild 22 ist der Einfluss der Reaktionszeit herausgestellt. Der erwartete Einfluss der Pyrolysetemperatur und -zeit auf die Extinktion ist sichtbar.
Überraschenderweise sind nicht nur die sauerstoffhaItigen Molekülfragmente in ihrer Extintkion beeinflusst, sondern auch solche, die als thermostabil gelten, wie die C==C- Bindung und der aromatisch gebundene Wasserstoff. Das weist auf eine tiefgreifende Strukturveränderung in den Molekülen hin, deren Teil die gesuchte Umverteilung des Sauerstoffs zu funktionellen Gruppen ist.
Der bei 1500C festgestellte Beginn der CO-Abspa1tung könnte mit dem Minimum der Extinktion in einem ursächlichen Zusammenhang stehen.
Die Extinktion aller Banden weist bei Reaktionszeiten von 5 - 6 Stunden ein Minimum auf, um danach wieder anzusteigen. Ausgenommen davon sind die Versuche bei 240°C, bei denen die Extinktionen mit steigender Versuchszeit abnehmen. Daraus ist zu Schlussfolgern, dass zwischen 215 und 240°C eine weitere qualitativeVeränderung des Reaktionsablaufes eintritt.
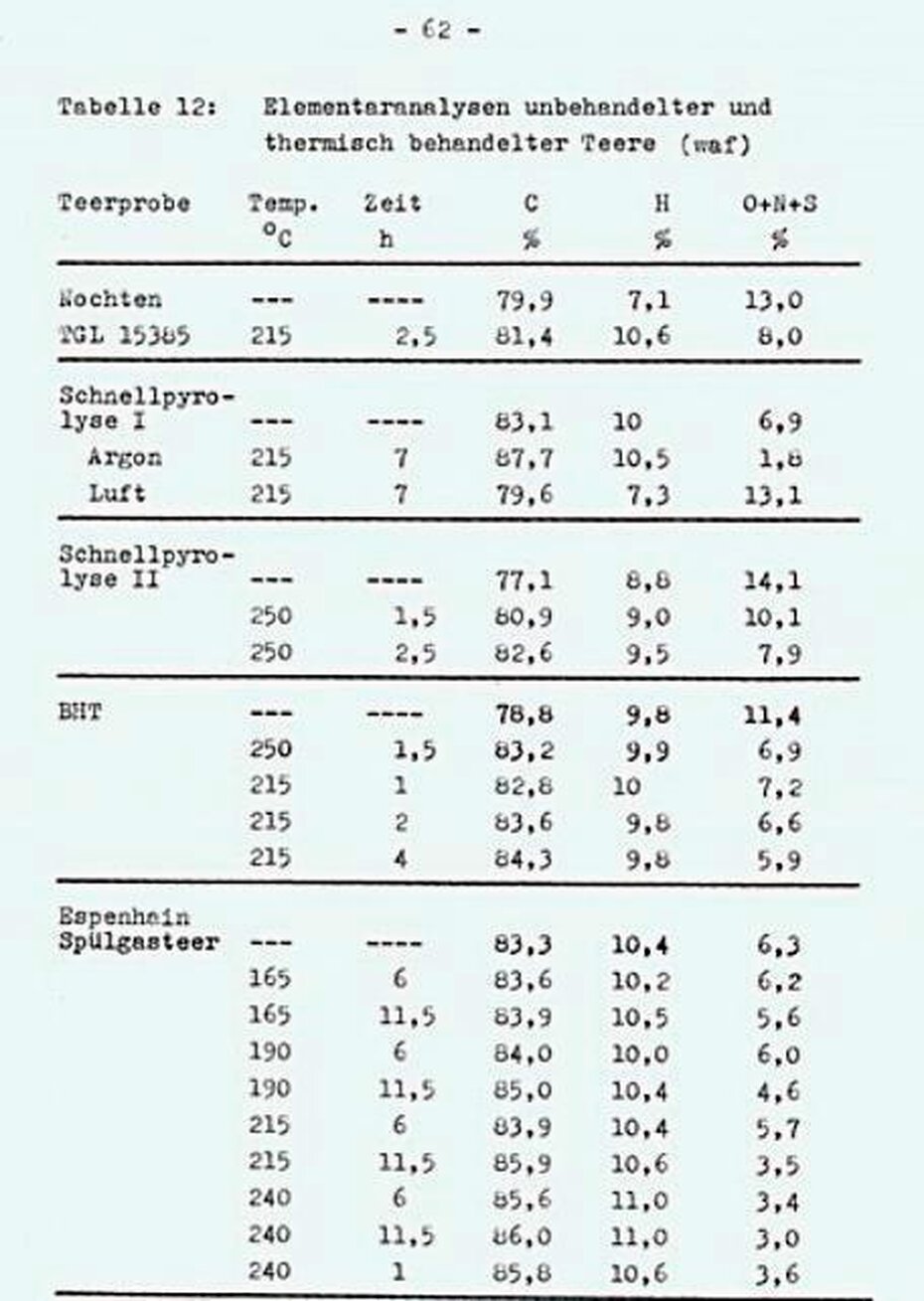
Während Espenhainer Teer erst bei einer Behandlungstemperatur von 240°C innerhalb von 2 Stunden eine technologisch interessante Sauerstoffabreicherung aufweist (Bild 23), erreichen die Teere ostelbischer Kohlen bereits be i215°C befriedigende Werte.
Die relative Änderung des Sauerstoffgeha1tes ist bei gleichen Bedingungen (250°C, 2 Stunden) bei Teeren erheblich größer als in der teerbildenden Substanz der Kohle. Die Abnahme der Sauerstoffgehalte beträgt für
- BHT-Teer 39%
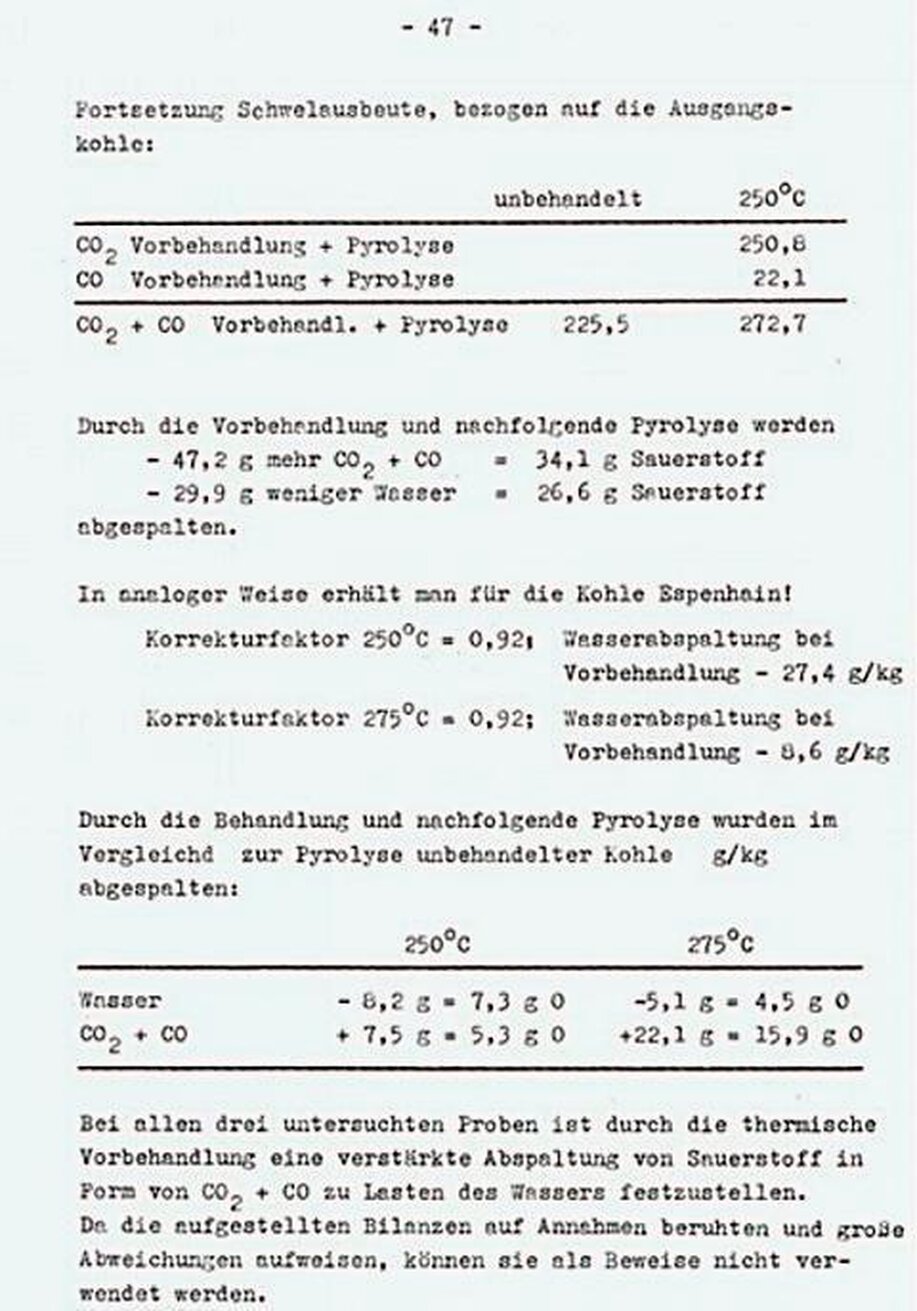
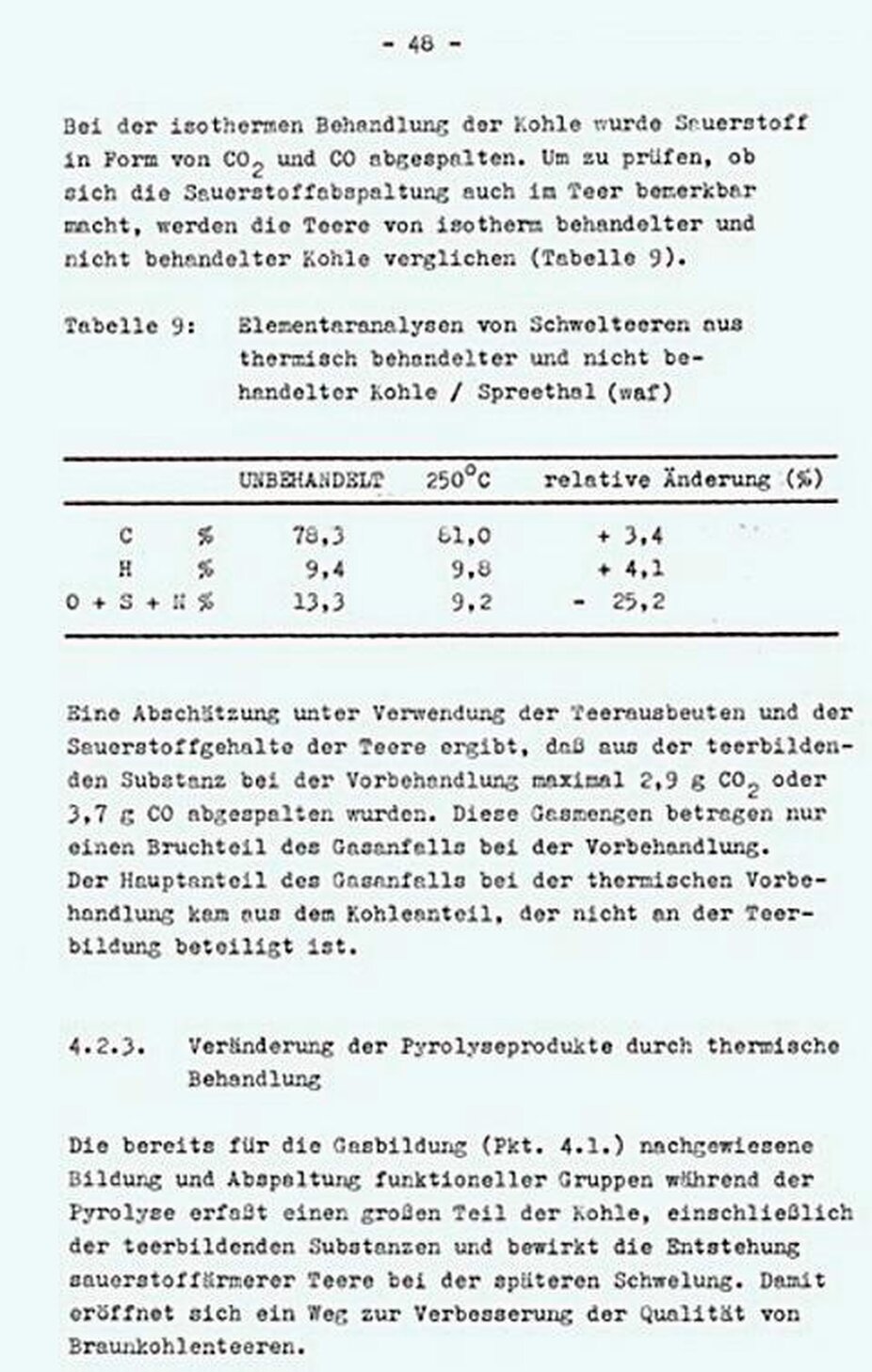
Der Teer aus thermisch behandelter Kohle (Spreethal) - Tabelle 9 - enthält dagegen nur 25% weniger Sauerstoff als der Teer aus unbehandelter Kohle.
4.3.3.Vergleich der Ergebnisse der isothermen Pyrolyse von
Braunkohlen und Braunkohlenteeren
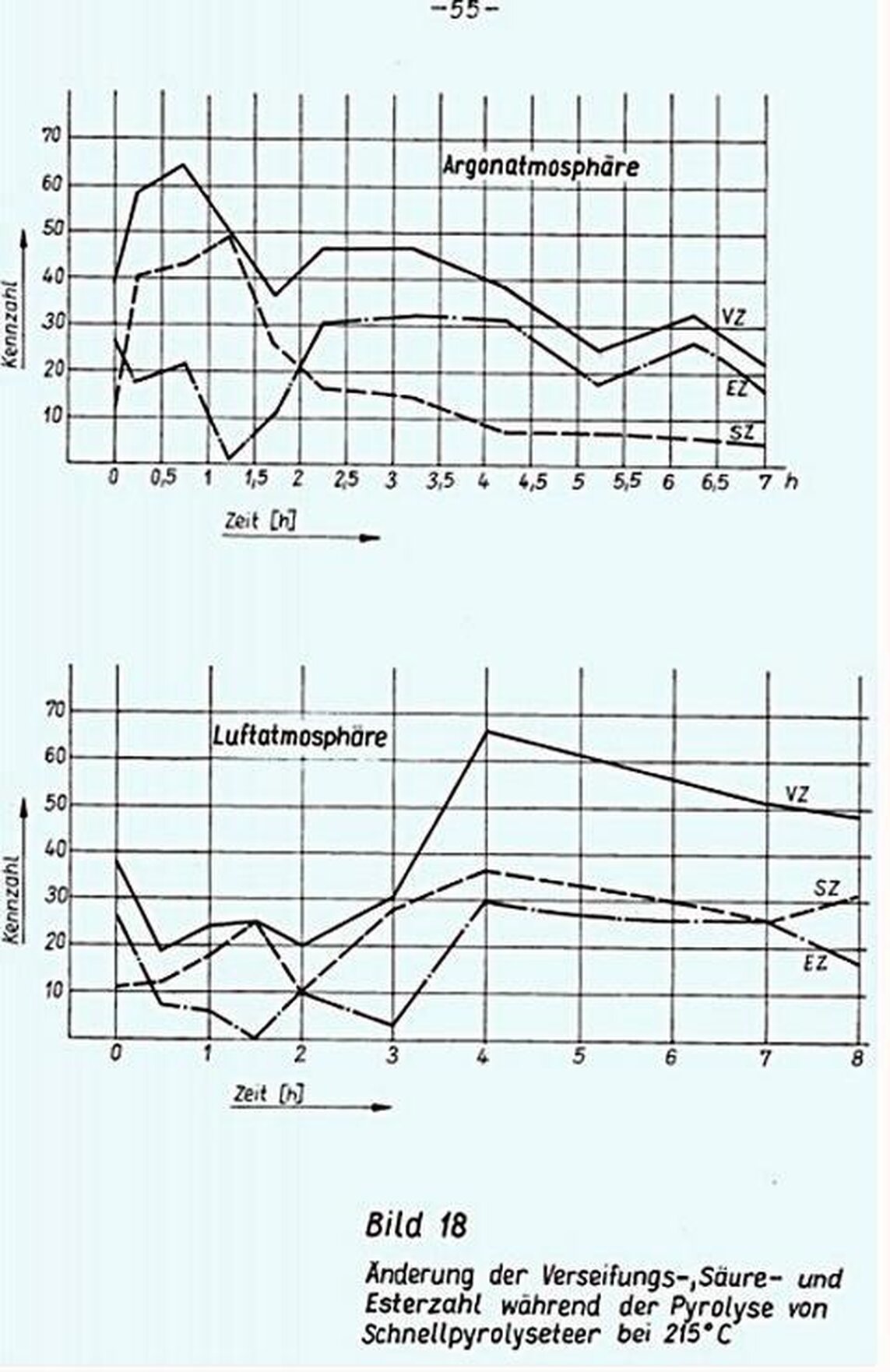
Der zeitliche Verlauf der Säure-und Esterzahlen beweist, dass diese Gruppen als Zwischenprodukte tatsächlich auftreten. Der unterschiedliche Verlauf beider Kennzahlen zeigt aber, dass die Bildung von Carboxyl-und Estergruppen nach unterschiedlichen Mechanismen erfolgt. Obwohl eine Kopplung beider Reaktionen über das Estergleichgewicht möglich ist, ist eine Abhängigkeit beider Reaktionen voneinander nicht sichtbar. Mit dem Auftreten mehrerer Maxima in den Ester-und Verseifungszahlen wird das Auftreten mehrerer Maxima in der CO2-Abspaltung verständlich. Bei der Braunkohle trat in der Regel nur ein Maximum auf. Hier zeigen sich Unterschiede im Reaktionsablauf zwischen Braunkohlen und ihren Teeren.
Die höhere CH4-Abspaltung der Teere gegenüber den Kohlen war zu erwarten, weil die Teere im Vergleich mit der Kohle mehr Wasserstoff und mehr"CH3-Gruppen enthalten. Der zeitliche Verlauf der CH4-Abspaltung (wie auch der CO-:Abspaltung) kann mehrere Maxima aufweisen und scheint ähnlichen Gesetzmäßigkeiten zu unterliegen wie der für CO2. Da aber das Verhältnis CH4/C02 beim Teer ähnlich wie CO2/CO in der Kohle nicht konstant ist, muss auch hier eine Änderung der Reaktionsmechanismen mit der Zeit vorliegen.
"Die Bildung von CH4 und CO nach ähnlichen Zeitgesetzen wie für die CO2-Bildung legt nahe, dass die Sauerstoffumverteilung und die CO2-Abspaltung nur Teil eines "größeren Komplexes von Reaktionen sind, in deren Verlauf die Struktur der Moleküle geändert wird und Carboxyl-, Carbonyl-, Hydroxyl- und Methylgruppen gebildet und abgespalten werden.
Zu gleichen Schlussfolgerungen führen auch die Auswertung der IR-Spektren. Sämtliche ausgewertete Banden in den IR-Spektren wiesen deutliche Änderungen auf. Maxima treten für die CO-, OH-, C=C- und CH(ar)-Schwingung bei etwa 200°C auf (Bild 21). Diese Änderungen sind nur durch Strukturumwandlungen zu erklären. Der Rückgang der Extinktion der OR-Schwingung bei Temperaturen über 200°C steht mit der bei
dieser Temperatur beginnenden Abspaltung von OH-Gruppen /43/ in Einklang.
Aus den IR-Spektren ist aber nicht zu ersehen, ob es sich um phenolische oder alkoholische Gruppen handelt. Assoziiertes Wasser scheidet als Ursache für die Intensitätsänderung dieser Bande aus. Man kann annehmen, dass das Wasser aus der Rohbraunkohle bei ca. l40°C vollständig entfernt war, denn die Extinktion der OH-Schwingung durchläuft bei dieser Temperatur ein Minimum.
Die kräftige Zunahme der Extinktion der OH-Schwingung zwischen 140°C und l65°C kann deshalb mit der Bildung von OH-Gruppen gedeutet werden.
Beispiele für Umwandlungsreaktionen, bei denen sich Hydroxylgruppen durch Umlagerung von Phenolethern nach einer Reaktion erster Ordnung bilden, gibt Schwetlick /50/.
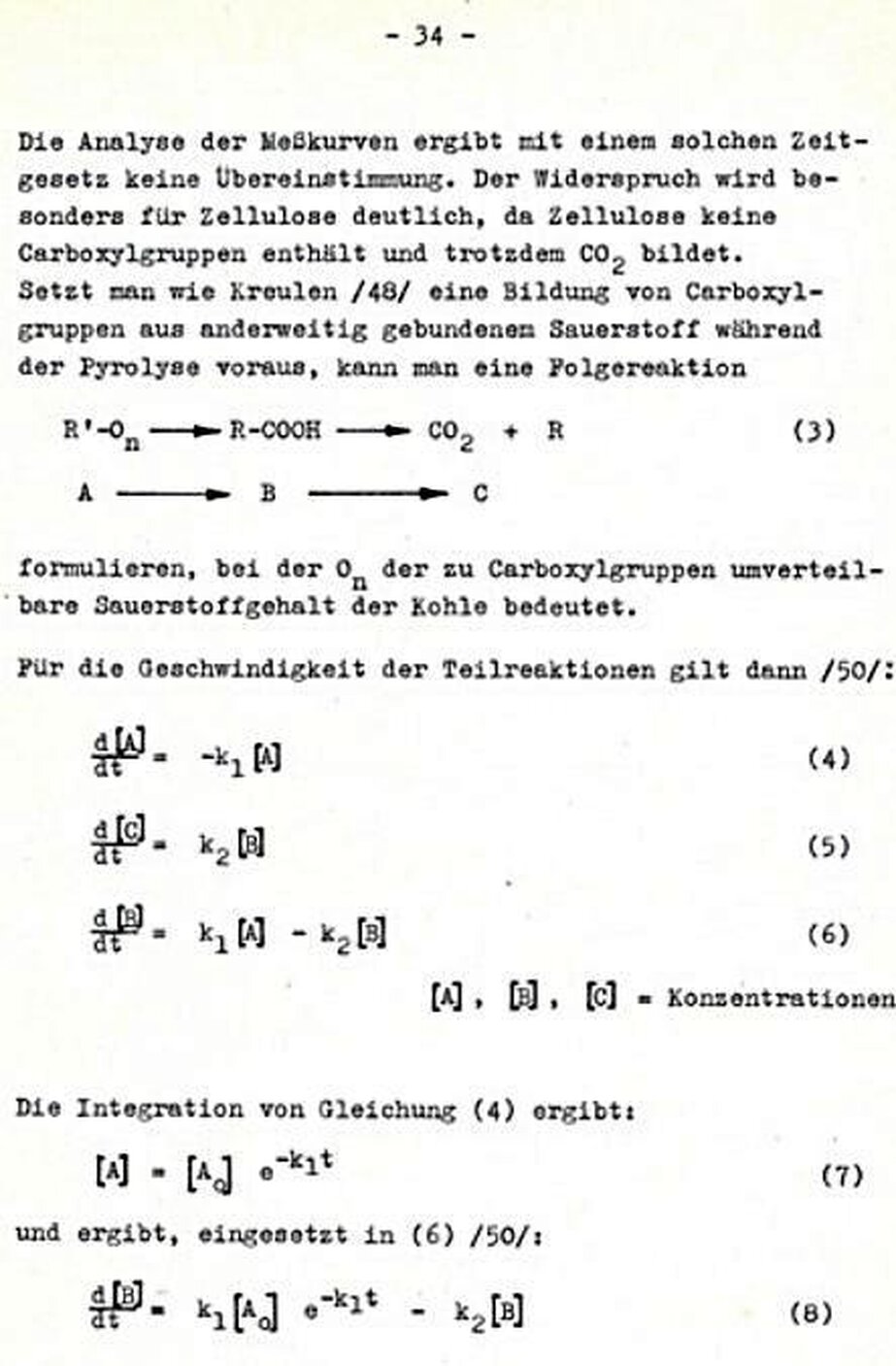
Mit der Erkenntnis, dass sich bei der Umverteilung von Sauerstoff auch Hydroxylgruppen bilden, scheiden diese als Quelle für die Bildung von Carboxyl- und Carbonylgruppen aus. Als Quelle für den umverteilten Sauerstoff kommt damit nur der von .Angelova /47/ als "nicht funktionell gebunden" bezeichnete Sauerstoff in frage. Dieser Sauerstoff ist von Angelova nicht definiert. Es liegt aber nahe, darunter den Sauerstoff zu verstehen, der nicht in Form von Carboxyl-, Carbonyl-, Ester-, Methoxyl- und Hydroxylgruppen vorkommt.
Leider lässt sich dieser "nicht funktionell gebundene" Sauerstoff aus den IR-Spektren nicht eindeutig identifizieren, so dass die Herkunft des umverteilten Sauerstoffs unbeantwortet bleiben muss ähnlichen Mechanismen verlaufen.
Der zeitliche Verlauf der Säure-und Esterzahlen beweist, dass diese Gruppen als Zwischenprodukte tatsächlich auftreten. Der unterschiedliche Verlauf beider Kennzahlen zeigt aber, dass die Bildung von Carboxyl-und Estergruppen nach unterschiedlichen Mechanismen erfolgt. Obwohl eine Kopplung beider Reaktionen über das Estergleichgewicht möglich ist, ist eine Abhängigkeit beider Reaktionen voneinander nicht sichtbar. Mit dem Auftreten mehrerer Maxima in den Ester-und Verseifungszahlen wird das Auftreten mehrerer Maxima in der CO2-Abspaltung verständlich. Bei der Braunkohle trat in der Regel nur ein Maximum auf. Hier zeigen sich Unterschiede im Reaktionsablauf zwischen Braunkohlen und ihren Teeren.
Die höhere CH4-Abspaltung der Teere gegenüber den Kohlen war zu erwarten, weil die Teere im Vergleich mit der Kohle mehr Wasserstoff und mehr"CH3-Gruppen enthalten. Der zeitliche Verlauf der CH4-Abspaltung (wie auch der CO-:Abspaltung) kann mehrere Maxima aufweisen und scheint ähnlichen Gesetzmäßigkeiten
zu unterliegen wie der für CO2. Da aber das Verhältnis CH4/C02 beim Teer ähnlich wie CO2/CO in der Kohle nicht konstant ist, muss auch hier eine Änderung der Reaktionsmechanismen mit der Zeit vorliegen.
"Die Bildung von CH4 und CO nach ähnlichen Zeitgesetzen wie für die CO2-Bildung legt nahe, dass die Sauerstoffumverteilung und die CO2-Abspaltung nur Teil eines "größeren Komplexes von Reaktionen sind, in deren Verlauf die Struktur der Moleküle geändert wird und Carboxyl-, Carbonyl-, Hydroxyl- und Methylgruppen gebildet und abgespalten werden.
Zu gleichen Schlussfolgerungen führen auch die Auswertung der IR-Spektren. Sämtliche ausgewertete Banden in den IR-Spektren wiesen deutliche Änderungen auf. Maxima treten für die CO-, OH-, C=C- und CH(ar)-Schwingung bei etwa 200°C auf (Bild 21). Diese Änderungen sind nur durch Strukturumwandlungen zu erklären. Der Rückgang der Extinktion der OR-Schwingung bei Temperaturen über 200°C steht mit der bei
dieser Temperatur beginnenden Abspaltung von OH-Gruppen /43/ in Einklang.
Aus den IR-Spektren ist aber nicht zu ersehen, ob es sich um phenolische oder alkoholische Gruppen handelt.
Assoziiertes Wasser scheidet als Ursache für die Intensitätsänderung dieser Bande aus. Man kann annehmen, dass das Wasser aus der Rohbraunkohle bei ca. l40°C vollständig entfernt war, denn die Extinktion derOH-Schwingung durchläuft bei dieser Temperatur ein Minimum.
Die kräftige Zunahme der Extinktion der OH-Schwingung zwischen 140°C und l65°C kann deshalb mit derBildung von OH-Gruppen gedeutet werden.
Beispiele für Umwandlungsreaktionen, bei denen sich Hydroxylgruppen durch Umlagerung von Phenolethern nach einer Reaktion erster Ordnung bilden, gibt Schwetlick /50/.
Mit der Erkenntnis, dass sich bei der Umverteilung von Sauerstoff auch Hydroxylgruppen bilden, scheiden diese als Quelle für die Bildung von Carboxyl- und Carbonylgruppen aus. Als Quelle für den umverteilten Sauerstoff kommt damit nur der von .Angelova /47/ als "nicht funktionell gebunden" bezeichnete Sauerstoff in frage. Dieser Sauerstoff ist von Angelova nicht definiert. Es liegt aber nahe, darunter den Sauerstoff zu verstehen, der nicht in Form von Carboxyl-, Carbonyl-, Ester-, Methoxyl- und Hydroxylgruppen vorkommt.
Leider lässt sich dieser "nicht funktionell gebundene" Sauerstoff aus den IR-Spektren nicht eindeutig identifizieren, so dass die Herkunft des umverteilten Sauerstoffs unbeantwortet bleiben muss.
Teere sind, ähnlich wie Kohle, ein kompliziertes Gemisch von überwiegend makromolekularen Verbindungen. Für die Kohlepyrolyse wurde bereits im Pkt. 4.1.3.1. ein zeitlich veränderlicher Reaktionsmechanismus diskutiert.
Der Grad der Sauerstoffabspaltung in der teerbildenden Substanz der Kohle ist bei gleichen Verweilzeiten und Temperaturen geringer als bei den Teeren. Da der Mechanismus der Decarboxylierung u.a. von der Art des Lösungsmittels abhängt /50,51/, könnte hier ein Einfluss des Teeres als Lösungsmittel vorliegen. Außerdem ist zu berücksichtigen, dass die Zusammensetzung der teerbildenden Substanz der Kohlen mit der Zusammensetzung der Teere wegen des da zwischen liegenden Pyrolyseschrittes nicht übereinstimmt, so dass die Reaktionsabläufe
bei der thermischen Behandlung der Teere und der teerbildenden Substanzen der Kohle unterschiedlich sein müssen. Am deutlichsten zeigen sich die Unterschiede in der Methanbildung. Sie war bei den Versuchen mit Kohlen mittels Gaschromatographie nur als Spuren nachweisbar, während sie bei den Teeren Werte erreicht, die weit über den Beträgen liegen, die sich aus der Methanbildung der Kohle bei Berücksichtigung ihrer Bitumenanteile ergeben müssten.
Bemerkenswert ist, dass der Sauerstoffgehalt der Teere durch eine thermische Nachbehandlung nur dann vermindert werden kann, wenn sie ohne Sauerstoffzutritt erfolgt. Die leichte Oxydierbarkeit der Braunkohlenteere ist eine weitere Eigenschaft, die sie mit ihren Kohlen gemeinsam haben.
Insgesamt ist zu schlussfolgern, dass im Temperaturbereich von 85 - 290°0 Strukturumwandlungen in der Braunkohle sowie im Teer stattfinden, in deren Verlauf abspaltbare Gruppen wie OOOR, COO, 00, -OR und CR) gebildet und abgespalten werden. Man kann folgende Bereiche feststellen:
- ab 80°C: Bildung von Carboxyl- und Ester-Gruppen - ab 150 °C: Bildung von Carbonyl-, Hydroxyl- und Methylgruppen.
Derartige Umwandlungsreaktionen waren für Steinkohlen bisher nur bei Temperaturen über 250°C bekannt. Die Versuchsergebnisse von Braunkohlen und Braunkohlenteeren stimmen qualitativ gut überein und bestätigen die Hypothese eines zeitlich veränderlichen Reaktionsmechanismus.
4.4.1. Ziel der Untersuchungen
Die prinzipielle Übereinstimmung der Gasabspaltungskurven bei der Kohle-und Teerpyrolyse ist überraschend, liegen doch in beiden Fällen chemisch unterschiedliche. Ausgangsstoffe in unterschiedlichen Phasen vor. Es drängt sich die Frage auf, ob sich hier allgemeine Gesetzmäßigkeiten andeuten. Weiterführende Experimente müssen deshalb die Reaktionsbedingungen nochmals verändern. Bei den bisherigen Versuchen wurden feste Ausgangsstoffe (Kohlen) und flüssige( Teere) in Anwesenheit einer inerten Gasphase umgesetzt. Ein Versuch mit einer reaktiven Gasphase brachte abweichende Ergebnisse; bei der thermischen Behandlung von Teer mit Luft wurde der Sauerstoffgehalt des Teers spürbar erhöht. Die zeitlichen Verläufe der Teerkennzahlen (Bild 18) unter oxydierenden und nicht oxydierenden Bedingungen haben aber doch gewisse Ähnlichkeiten; auch die Verseifungs- und Esterzahl unter Luftatmosphäre durchläuft ein ausgeprägtes Maximum, das aber gegenüber den Versuchen mit Argonatmosphäre um etwa 3 Stunden verschoben ist.
Die Variationsmöglichkeiten hinsichtlich einer reaktiven Gasatmosphäre sind groß. Für Pyrolysetemperaturen oberhalb von 250°C liegen Versuchsergebnisse für verschiedene Spülgase (C02' CO, CH4, H20, H2) vor /35/. Besonders gründlich ist der Einfluss von Wasserstoff (Hydropyrolyse) für die unterschiedlichsten Einsatzstoffe untersucht /8,33/. Für Braunkohlentechnologien sind im Temperaturbereich unter 250°C die genannten reaktiven Gase mit Ausnahme von Wasserampf wenig interessant. Die Wirkung von Wasserdampf auf Braunkohle tritt bei der Druckentwässerung in erheblichem Maße in Erscheinung:
- Teilentwässerung der Braunkohle /43,56/
- CO2-Abspaltung /43/
- Veränderung der Festigkeit /56/
- Inkohlung /57/.
Über den Einfluss der Druckentwässerung auf die Teerqualität liegen noch keine Versuchsergebnisse vor.
Zur Untersuchung gelangten Teere von unbehandelten und druckgedämpften Kohlen. Diese Teere wurden freundlicherweise von Dr. Knauf - Brennstoffinstitut Freiberg - mit der Unterstützung von Prof. Klose -Bergakademie Freiberg - zur Verfügung gestellt. Die Proben wurden, wie in Pkt. 4.3.1. beschrieben, aufbereitet und mittels
- Elementaranalyse
- Verseifungs-, Säure- und Esterzahl
- Infrarotspektroskopie
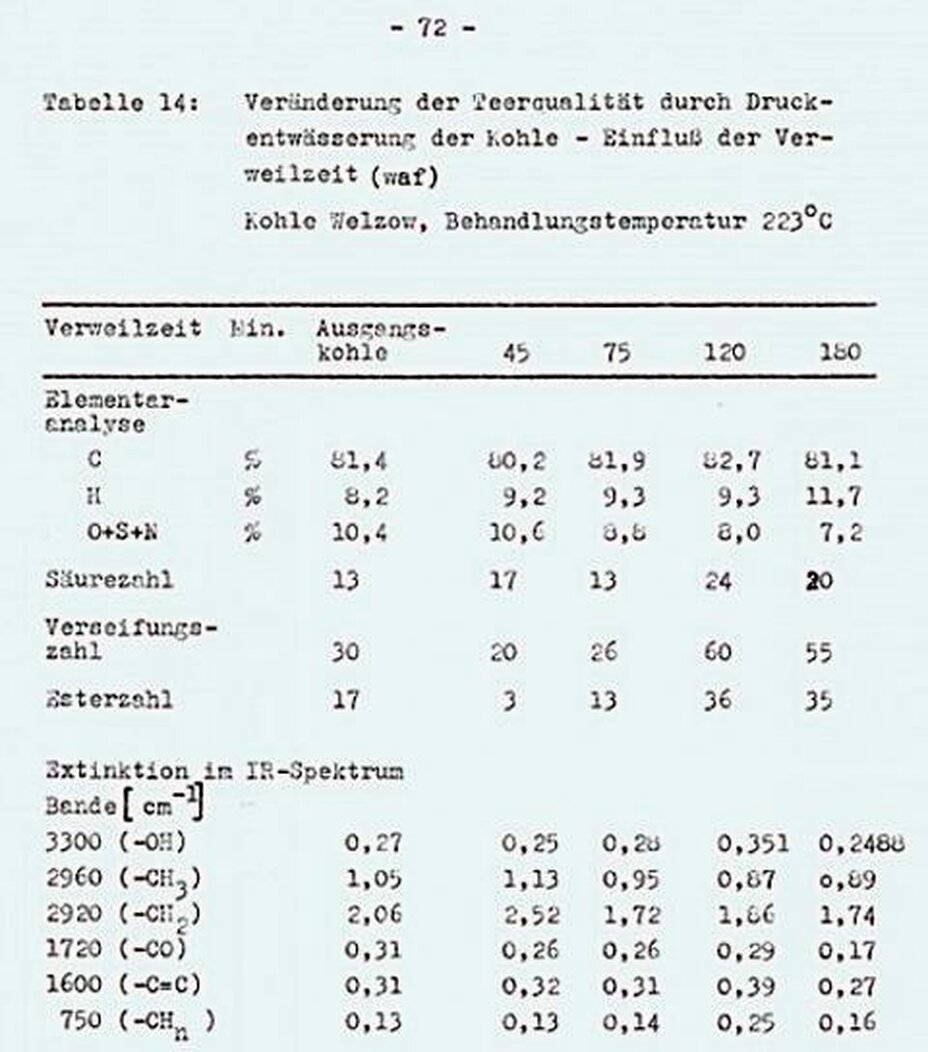
untersucht. Die Versuchsanlage zur Druckentwässerung der Kohlen wurde durch Knauf/Mehnert/Wollenberg /56/ ausführlich beschrieben. Die Kohleproben (Körnung 10 - 60 mm) wurden in der ersten Versuchsreihe über 90 Minuten (davon 30 Minuten Vorwärmzeit) mit Sattdampf bei 223°C behandelt. Bei zwei Versuchen wurde statt Sattdampf Heißwasser bzw. ein Rauchgas-Dampfgemisch venvendet. In der zweiten Versuchsreihe wurde bei gleicher Einsatzkohle und Behandlungstemperatur (223°C) die Verweilzeit gearbeitet.
4.4.2. Einfluss der Druckentwässerung auf die Teer- und Kohlequalität
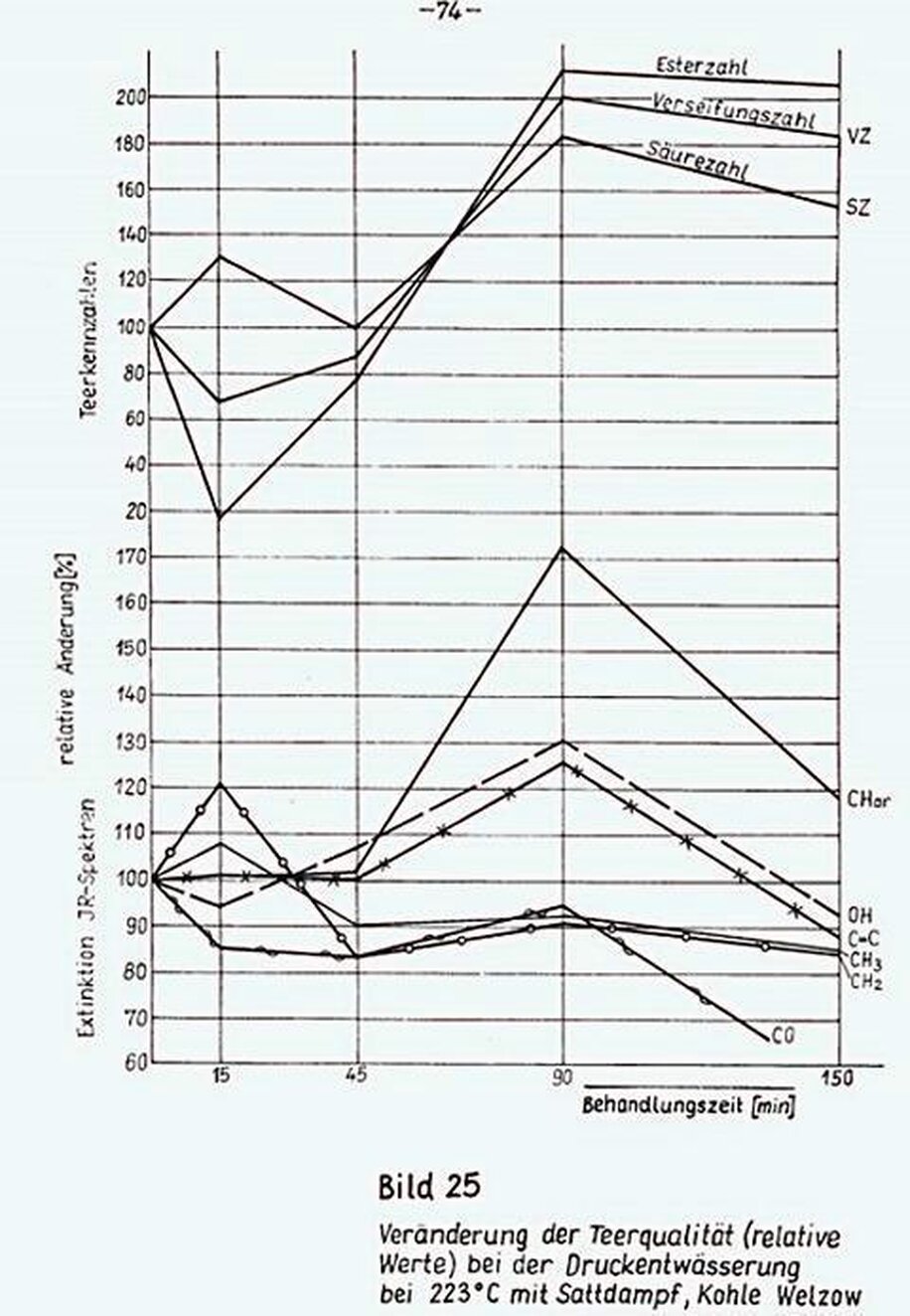
In Übereinstimmung mit den Versuchen mit Kohlen und Teeren unter Normaldruckwird durch die Druckentwässerung eine Sauerstoffabreicherung erreicht (Tab. 14, Bilder 24,25). Die Sauerstoffabreicherung entspricht in ihrem zeitlichen Verlauf, der der thermischen Teerbehandlung (Bild 23), ausgenommen der Punkt für eine Reaktionszeit von 15 Minuten, der eine geringe Zunahme des Sauerstoffgehalts aufweist.
Da gleichzeitig der Wasserstoffgehalt des Teeres zunimmt, ein Minimum in der Esterzahl und ein Maximum der Säurezahl auftritt, ist eine Hydrolyse der teerbildenden Bestandteile der Kohle angezeigt. Die Abspaltung funktioneller Gruppen hat schon begonnen und wird durch den Abfall der Verseifungszahl und der Extinktion der Carbonylbande im IR-Spektrum dokumentiert.
Bei weiterer Steigerung der Reaktionszeit auf 45 Minuten vollzieht sich ein großer Teil der Sauerstoffabreicherung aus dem Teer, der mit einer Abnahme der Säurezahl (COOR- Gruppen) und der Extinktion der Carbonylbande einhergeht. Die Verseifungs-und Esterzahl sowie die Extinktion der OH-Bande nehmen kräftig zu und belegen so die Bildung funktioneller Gruppen.
Bei Reaktionszeiten zwischen 45 und 90 Minuten tritt ein Maximum der Teerkennzahlen ein. Dieses Maximum hätte gemäß Gleichung (5) mit dem Maximum der Sauerstoffabreicherung zusammen fallen müssen. Eine ähnliche zeitliche Differenz zwischen Maximum, der Verseifungs- und Säurezahl und der CO2-Bildungist bereits aus den Pyrolyseversuchen der Teere (Bilder 14-16 vergl. mit Bild 17) zu erkennen.
Die Vorgänge zur Bildung und Abspaltung funktioneller Gruppen sind nach einer Reaktionszeit von 150 Minuten noch nicht bendet. Das entspricht den Versuchsergebnissen der Kohle und Teerpyrolyse, und dem für die CO2-Bildung aufgestellten reaktionskinetischen Modell, nach dem ein vollständiger Umatz erst nach einer unendlich langen Reaktionszeit erreicht wird.

Die Gegenüberstellung der Versuchsergebnisse bei der Druckentwässerung der Kohle /59/ und der Untersuchungsergebnisse der daraus hergestellten Teere bringt bemerkenswerte Übereinstimmungen:
- Der Abfall des Sauerstoffgehaltes im Teer und des Wassergehaltes in der Kohle folgen fast deckungsgleichen Kurven.
- Die Lage des Maximums der Kennzahlen und der Extinktion aller ausgewerteter Bande im IR-Spektrum fällt mit dem Minimum des mittleren Korndurchmessers nach 50 Umdrehungen der IfB-Trommel /56/, d.h. mit dem Minimum an Kohlefestigkeit zusammen.
In Tabelle 15 sind die Teere verschiedener druckgedämpfter Kohlen miteinander verglichen. Bei allen Teeren wird eine merkliche Sauerstoffabreicherung erreicht; der Effekt ist von der Kohleprovenienz abhängig und um so ausgeprägter, je geringer die Kohle inkohlt ist.
Der Teer der Kohle Nochten (unbehandelt) wurde im Pkt. 4.3. thermisch behandelt. Die dort erhaltene Sauerstoffabreicherung auf 8 (O+N+S) ist etwa gleich der bei der Druckentwässerung mit einer Reaktionszeit von nur 1,5 Stunden erreichten.
Bei der Kohle Spreethal ist die Druckentwässerung etwa gleich wirksam, wie die thermische Behandlung der Kohle unter Normaldruck. Für westeIbische Kohlen ist die thermische Behandlung der Teere effektiver als die Druckentwässerung.
Es sind noch weitere Versuche notwendig, die den unterschiedlichen Einfluss von Reaktionsbedingungen und Rohstoffzusammensetzung erklären.
Das Vorhandensein eines Einflusses der Reaktionsbedingungen zeigen die Versuche mit unterschiedlichen fluiden Medien. (Tab. 15). Hier schneidet Wasserdampf hinsichtlich des Sauerstoffgehaltes im Teer am besten ab. Die Behandlung mit Wasser und noch ausgeprägter mit Rauchgas-Dampf bewirkt sauerstoffreichere Teere sowie höhere Wassergehalte und Festigkeitswerte für die Kohle.
4.4.3. Stoffliche Veränderungen der Kohle bei der Druckentwässerung
Die verschiedenen reaktiven Medien bei der Druckentwässerung (Dampf, Wasser, Rauchgas-Dampf-Gemische) sind von erheblichem Einfluss auf die Eigenschaften der behandelten Kohlen und der daraus hergestellten Teere. Bei, der Dampfbehandlung können Hydrolysevorgänge nachgewiesen werden, die sich auch in den Eigenschaften der Teere zeigen. Bei der Heißwasserbehandlung der Kohle muss die Hydrolyse der Kohlesubstanz tiefer sein, denn der Sauerstoffgehalt des Teeres sowie sein Gehalt an funktionellen Sauerstoffgruppen sind höher als bei der
Dampfbehandlung. Damit steht ein höherer Restwassergehalt der Kohle, der einen höheren Gehalt an funktionellen Sauerstoffgruppen signalisiert, in Einklang.
Der zeitliche Verlauf der Sauerstoffabreicherung im Teer und der Abnahme des Wassergehaltes der Kohle stimmen weitgehend überein und entsprechen auch qualitativ dem für die Pyrolyse von Kohlen und Teeren gefundenen Trend.
Die Teerkennzahlen erreichen nach Beendigung einer Phase, in der offensichtlich die Hydrolyse vorherrscht, Maxima um dann abzunehmen. Hier ergibt sich ein Analogon zu dem Versuch mit Teer und oxydativen Bedingungen. Darüber hinaus belegen der Kurvenverlauf der Teerkennzahlen sowie die zeitlichen Änderungen der Extintkion in den IR-Spektren die Bildung und Abspaltung von funktionellen Gruppen.
Die Lage des Maximums im Gehalt an sauren und Estergruppen tritt gegenüber der maximalen Sauerstoffabreicherung aus dem Teer zeitlich verschoben auf. Diese Differenz kann damit erklärt werden, daß nicht alle gebildeten funktionellen Gruppen auch sofort abspaltbare Gruppen sein müssen.
Hinsichtlich der Kohlefestigkeit gibt es widersprüchliche Ergebnisse (Bild 24).
- Der Punkt der minimalen Festigkeit fällt annähernd mit dem Punkt des maximalen Gehaltes an funktionellen Sauerstoffgruppen zusammen.
- Die Heißwasserbehandlung sowie geringere Behandlungstemperaturen (/56/ in Bild 24 nicht dargestellt) bringen eine höhere Festigkeit, obwohl der Gehalt an funktionellen Sauerstoffgruppen in beiden Fällen größer sein muss.
Die Tatsache, dass in jedem der drei Fälle das Festigkeitsminimum bei der gleichen Behandlungszeit erreicht wird, führt zu der Annahme, dass die mit der Bildung von funktionellen Gruppen verbundene Strukturänderung die Ursache für das Festigkeitsminimum ist.
Unterschiedliche, rohstoffbedingte Effekte bei der Druckentwässerung von Braunkohlen wurden bereits von Rammler/ Baunack /56/ festgestellt. Der Einfluss der Kohleherkunft auf die Bildung und Abspaltung funktioneller Gruppen konnte im Pkt. 4.1. bereits gezeigt werden. Bei der Druckentwässerung hat darüber hinaus noch der unterschiedliche Anteil an hydrolysierbaren Substanzen Bedeutung. Detailliertere Aussagen erfordern weitere Versuche.
Die Untersuchungen an den Teeren aus druckentwässerten Braunkohlen stimmen in ihren Ergebnissen qualitativ mit denen der Braunkohlen- und Teerpyrolyse überein. Die Strukturmm~andlungen mit der Bildung und Abspaltung funktioneller Gruppen haben in allen Experimenten trotz unterschiedlicher Reaktionsmedien stattgefunden.
Das Reaktionsmedium hat Einfluß auf den Ablauf dieser Reaktionen. Ein weiterer Einflussfaktor ist die Rohstoff zusammensetzung, die durch die vielfältigen Variationsmöglichkeiten der pflanzlichen Ausgangssubstanz und denBedingungen bei der Inkohlung ein weit gefächertes Spektrum an Ausgangsstrukturen vorgibt.
5. Mechanismus der Primärpyrolyse von Braunkohle
Die Berücksichtigung der Strukturänderungen in den Kohlemolekülen unter Bildung funktioneller Gruppen (im folgenden innermolekulare Umlagerung genannt) und der Einfluss der Reaktionszeit auf diese Vorgänge, erfordern den von Wolfs, Watermann und v. Krevelen entlehnten Mechanismus (Bild 1) zu modifizieren (Bild 26). In diesem Mechanismus wurde ein durch Quadrate symbolisierter Alternativschritt eingeführt, der unterschiedliche Reaktionsmöglichkeiten in Abhängigkeit von der Aufheizgeschwindigkeit symbolisiert. Der linke Pfeil gibt den Reaktionsweg bei extrem hohen Aufheizgeschwindigkeiten (kurzen Verweilzeiten), der rechte den bei extrem niedrigen an. Praktisch vorkommende Aufheizgeschwindigkeiten liegen zwischen beiden Extrema. Mit dem Alternativschritt ist zu entscheiden, welchen Einfluss eine Veränderung der Aufheizgeschwindigkeit auf den Verlauf der Pyrolyse hat.
Die Pyrolyse der Wachse und Harze besteht bei hohen Aufheizgeschwindigkeiten praktisch nur aus der Verdampfung. Die Abspaltung funktioneller Gruppen kann durch" schonende" Schwelung so gering gehalten werden, dass Wachse und Harze unzersetzt überdestillieren /18,59/. Bei geringen Aufheizgeschwindigkeiten reagieren Wachs- und Harzsäuren sowie deren Alkohole unter Esterbildung miteinander /60/. Dieser Vorgang wird als Dunkelstoffbildung im Rohmontanwachs bei Temperaturen von 120 - 160°C beobachtet /60/. Die höhermolekularen Wachs- und Harzester werden bei Temperaturen ab 250°C gespalten /43,20/. Dabei entstehen niedermolekulare Verbindungen, die nach Abspaltung funktioneller Gruppen und Verdampfung in den Teer übergehen. Kondensationsprodukte von Harzen, bei denen sich Etherbrücken bilden, werden nicht gespalten/62,61). Aus dem vorliegenden Versuchsmaterial ist nicht zu schließen, ob innermolekulare Umlagerungen bei der Pyrolyse im Wachs-Harz-Anteil der Kohle eine Rolle spielen. Der Sauerstoffgehalt der Teerbestandteile, die aus dem Wachs-Harz-Anteil
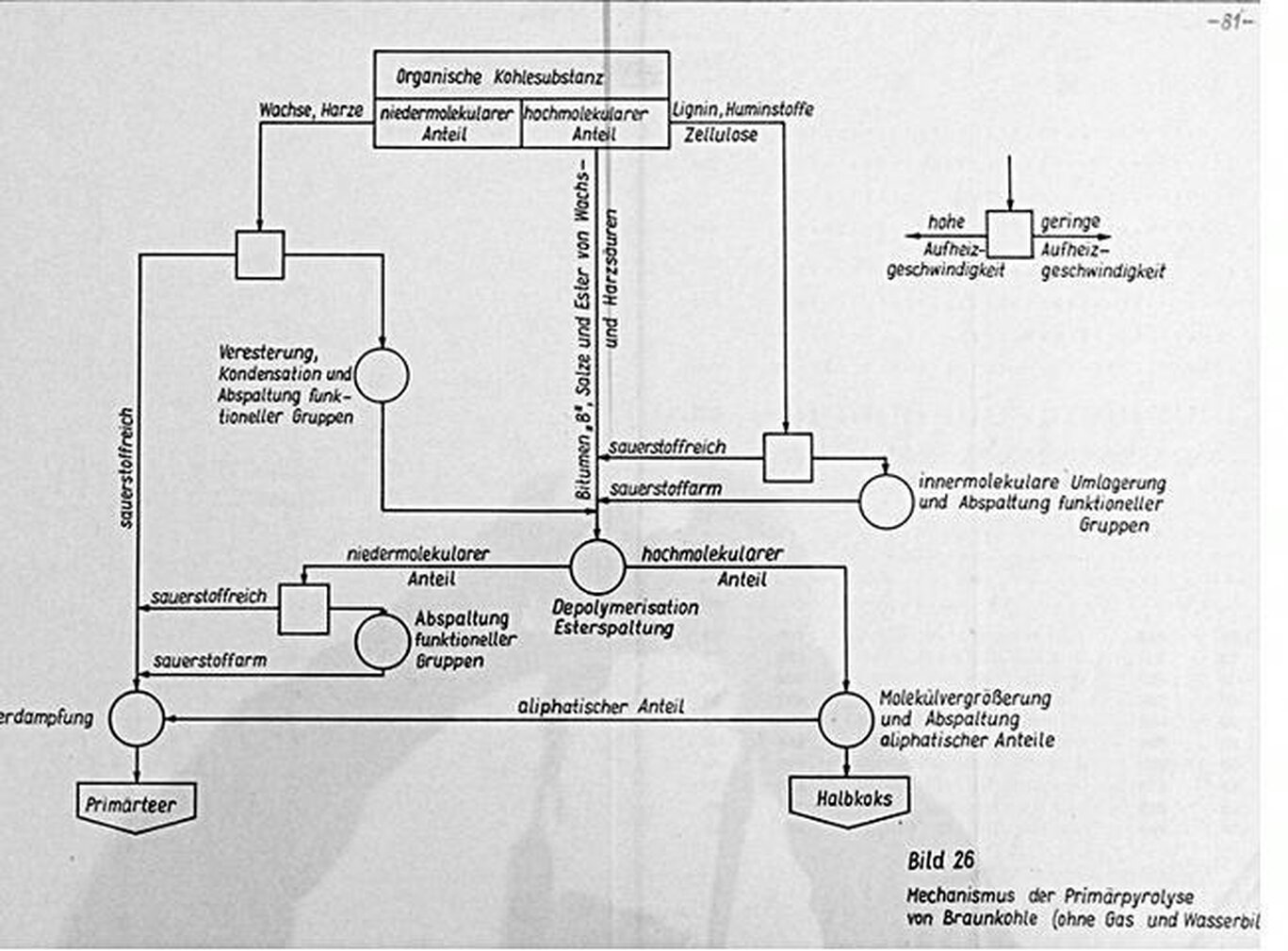
kommen, ist aber vom Grad der Abspaltung funktioneller Gruppen sowie vom Grad der Polykondensation der Harze und damit von der Aufheizgeschwindigkeit abhängig. Lignin, Huminstoffe und Zellulose unterliegen einer innermolekularen Umwandlung.
Bei der Aufstellung des Mechanismus wurde angenommen, dass die innermolekulare Umwandlung und die Depolymerisation getrennt verlaufen, obwohl nahe liegt, die Depolymerisation der Strukturwandlung zuzuordnen.
Die Depolymerisation wurde als sehr schnell ablaufende Reaktion angenommen. Wäre die Reaktionsgeschwindigkeit der Depolymerisation gering, müsste sich mit steigender Aufheizgeschwindigkeit die Teerausbeute vermindern, was aber nie beobachtet wurde. Bei hohen Aufheizgeschwindigkeiten wird die innermolekulare Umlagerung und in noch stärkerem Maße die Abspaltung funktioneller Gruppen
unterdrückt. Die aus Lignin, Huminsäuren und Zellulose kommenden Depolymerisationsprodukte (Koks und Teer) sind demzufolge sauerstoffreich. Sind die Aufheizgeschwindigkeiten so gering, dass alle Möglichkeiten der innermolekularen Umlagerung und Abspaltung funktioneller Gruppen ausgeschöpft werden, entstehen sauerstoffarme Teere und Kokse.
Der hochmolekulare, nicht verdampfbare Anteil der Depolymerisationsprodukte bildet durch Molekülvergrößerung Koks. Dabei werden thermisch unbeständige aliphatische Seitenketten abgespalten.
Die Art der Reaktionen zur Molekülvergrößerung ist von der Menge und der Bindungsart des Sauerstoffs im hochmolekularen Depolymerisationsanteil abhängig und dadurch auch vom Grad der innermolekularen Umwandlung und Abspaltung von funktionellen Gruppen. Ein hoher Anteil phenolischer OH-Gruppen ermöglicht z.B. einen hohen Anteil von Polykondensationsreaktionen, bei denen sich thermisch relativ beständige Ether bilden /62/.
Auf dieser Weise werden die Koksausbeute und Koksqualität durch die Verweilzeit während der Pyrolyse sowie der Menge und Bindungsform des Sauerstoffs in der Ausgangssubstanz beeinflusst. Mit der innermolekularen Umlagerung werden die Makromoleküle der Kohlesubstanz ständig stabilisiert, indem solche funktionellen Gruppen gebildet werden, die leicht abspaltbar sind oder die Bildung neuer thermostabiler Strukturen erlauben.
Die thermische Stabilität ist neben der Sauerstoffabreicherung ein wesentliches Ergebnis der innermolekularen Umlagerung. Bei sauerstoffreichen hochmolekularen Stoffen sind beide Effekte nicht voneinander zu trennen. Da aber die Schnellpyrolyseteere von Steinkohlen, die im Vergleich zu Steinkohlen wenig gebundenen Sauerstoff enthalten, ebenfalls instabil sind, ist zu vermuten, dass innermolekulare Umlagerungen während der Pyrolyse nicht nur in sauerstoffhaltigen makromolekularen Verbindungen auftreten, sondern für alle Strukturen möglich sind, die Vorstufen aromatischer Strukturen sind.
Bei der Aufstellung des Mechanismus wurde bei allen Teerbestandteilen vorausgesetzt, dass sie durch Verdampfung aus der Kohle freigesetzt werden. Dem gegenüber enthalten alle Teere bedeutende Anteile nichtverdampfbarer, koksbildender Verbindungen. Der Anteil dieser Verbindungen ist bei Schnellpyrolyseteeren deutlich höher als in anderen Teeren. Ein Teil dieser Verbindungen kann auf die durch geringe Verweilzeiten unterdrückte Kondensation niedermolekularer Harze zurückgeführt werden, die beim Erwärmen des Teeres während der Destillation nachgeholt wird. Der andere Teil der hochmolekularen Verbindungen im Teer bildet sich aus niedermolekularen Depolymerisationsprodukten, die bei kurzen Verweilzeiten reaktionsfähige funktionelle Gruppen enthalten.
Durch eine Sekundärpyrolyse des Teeres können bei ausreichender Verweilzeit die während der Teerbildung unvollendeten Reaktionen nachgeholt werden.
Unter Sekundärpyrolyse soll verstanden werden:
- Alle Pyrolysereaktionen im Temperaturbereich, in dem die Teerbildung beendet ist.
- Alle Pyrolysereaktionen, die unvollständig abgelaufene Primärpyrolysereaktionen nachholen.
Der vorgeschlagene Mechanismus ist ein Versuch, die wichtigsten bei der Pyrolyse ablaufenden Vorgänge zu ordnen und in ihrer Abhängigkeit von der Aufheizgeschwindigkeit darzustellen. Er erfasst nicht die Vielzahl der einzelnen chemischen Reaktionen und gestattet deshalb keine detaillierten Vorhersagen über die Zusammensetzung der Pyrolyseprodukte. Er ermöglicht aber qualitative Voraussagen über den Einfluss der Stoffgruppenzusammensetzung der Kohle und der Aufheizgeschwindigkeit auf die stofflichen Eigenschaften der Teere und die Gaszusammensetzung sowie Hinweise zur Gestaltung des Pyrolyseprozesses, wenn an die Teerqualität besondere Anforderungen gestellt werden.
Auch die Eigenschaften der Kokse sind von der Stoffgruppenzusammensetzung und der Aufheizgeschwindigkeit abhängig. Der vorgeschlagene Mechanismus gibt nur die Möglichkeit, den Trend des Sauerstoffgehaltes im Koks abzuschätzen. Um viel wichtigere Eigenschaften wie
spezifische Oberflächen, Reaktionsfähigkeit und Abriebfestigkeit vorhersagen zu können, sind noch weitere Untersuchungen notwendig.
Die Aschebestandteile können als Katalysatoren oder als Reaktionspartner an den Pyrolysereaktionen teilnehmen.
Obwohl eine Fülle von Literatur zu diesem Problem vorliegt, ist es nicht möglich, die Wirkung der Aschebestandteile auf die im Mechanismus aufgeführten Reaktionen allgemeingültig darzustellen.
Bei verschiedenen Pyrolyseverfanren wird die Kohle mit heißen, reaktionsfähigen Gasen in Kontakt gebracht, wobei sich Ausbeute und Qualität der Pyrolyseprodukte ändern /35,63,64/.
Die Reaktionen der Pyrolyseprodukte mit Spül- oder Wärmeträgergasen werden nicht zur Primärpyrolyse gerechnet.
6. Schlussfolgerungen für die Technologie der chemischen Braunkohlenverarbeitung
6.1. Vorbemerkung
Alle bewährten Technologien zur chemischen Verarbeitung von Braunkohle (Pyrolyseverfahren, Vergasung, Verflüssigung) haben gemeinsame Prozessschritte aufzuweisen:
- Zerkleinern und sichten auf optimale Korngrösse
- Trocknung auf optimale Wassergehalte
- erwärmen auf Prozesstemperatur.
Trotz der spezifischen Besonderheiten der einzelnen Verfahren und den sich daraus ergebenden Forderungen an die Prozessgestaltung ist eine Reihe chemischer Umwandlungen in den o.g. Prozesschritten in allen Verfahren als gleich oder sehr ähnlich anzusehen. Das betrifft insbesondere die Abspaltung funktioneller Gruppen sowie die Bildung funktioneller Gruppen durch innermolekulare Umlagerung im Temperaturbereich von 100 - 30000. In den vorstehenden Kapiteln konnte nachgewiesen werden, dass diese Reaktionen die Ausbeute und Qualität der Pyrolyseprodukte beeinflussen. Einige in den letzten Jahren veröffentlichte Arbeiten zur -Kohleextraktion /65, 66 / und Kohlehydrierung /66-71/ im Temperaturbereich bis 450°C zeigen, dass innermolekulare Umlagerungsreaktionen auch für diese Prozesse von Bedeutung sind, denn bei den Anteilen einiger Stoffgruppen in den Endprodukten (z.B. Asphaltengehalt) wurden zeitabhängige Maxima gefunden.
Mit Hilfe einer mathematisch-statistischen Analyse wurde ein Zeitgesetz für einige dieser Reaktionen ermittelt, das den Vorgang als Parallel- und Folgereaktion 1. Ordnung mit dem Zwischenprodukt Asphaltene beschreibt /71/.
Diese Ergebnisse sind eine wichtige Ergänzung der vorliegenden Arbeit, denn die Änderung der Stoffgruppenzusammensetzung der Kohlen und Teere konnte experimentell nicht verfolgt werden. Außerdem sind die Ergebnisse von Angelova/Lazarov /47/ bestätigt, die die Bildung funktionellerGruppen bei Temperaturen bis 500°C nachweisen konnten. Mit Hilfe der gewonnenen Erkenntnisse über die Verweilzeitabhängigkeit der Primärpyrolyse sollen in den folgenden Punkten die wichtigsten Verfahren derchemischen Braunkohleverwertung
diskutiert werden.
6.2. Kohleaufbereitung und Trocknung
Ziel der chemischen Verarbeitung von Braunkohle sind hauptsächlich sauerstofffreie Produkte. Aus diesem Grunde ist es günstig, möglichst sauerstoffarme Kohlen zu verarbeiten. Braunkohle ist selbst bei Raumtemperatur schon oxydierbar /18,72/. Bei der Oxidation werden funktionelle Sauerstoffgruppen gebildet /73,74/ und die Teerausbeute bei der Schwelung vermindert /75/.
Die Oxidation der Kohle bei Förderung und beim Transport ist unvermeidlich. Bei der Zerkleinerung ist der Zutritt von Sauerstoff technisch vermeidbar, aber nicht üblich. Bei der Braunkohlentrocknung haben sich dampfbeheizte Röhrentrockner bewährt, in denen die Kohle bei Temperaturen von max. 100°C im Luftstrom getrocknet wird.
Der Luftstrom ist einerseits erforderlich, um hohe Trocknungsgeschwindigkeiten zu erhalten. Andererseits wird die Braunkohle durch den Luftsauerstoff oxydiert. Die Oxidation der Kohle ist noch stärker, wenn heiße, sauerstoffhaltige Rauchgase als Wärmeträger eingesetzt werden. Oxydierende Bedingungen können in Spülgas, Wirbelschicht-und Flugstromtrocknern auftreten.
Die Oxidation der Kohle vor der Pyrolyse ist eine Entwertung des Rohstoffs. Der zusätzlich zur Kohle zugeführte Sauerstoff fällt in der Pyrolyse entweder als Wasser, CO2 (in geringerem Maße CO) oder als gebundener Sauerstoff im Teer oder Koks an und ist in allen Fällen unerwünscht. Besonders in Schnellpyrolyseprozessen macht sich die Oxidation der Kohle nachteilig bemerkbar, weil die Abspaltung der funktionellen Gruppen unvollständig ist und der zusätzlich aufgenommene Sauerstoff die Teerqualität stärker beeinflusst als bei langsamer Schwelung. Aus diesem Grunde sollte man nicht oxydierende Bedingungen für die Kohletrocknung anstreben:
- Verwendung sauerstoffreier Wärmeträgergase
- Wärmezufuhr über Heizflächen.
6.3. Pyrolyseprozesse
6.3.1.Traditionelle Verfahren
Langjährig industriell bewährte Verfahren zur Pyrolyse von Braunkohlen sind die Spülgasschwelung und die BHT-Verkokung. Der heutige Stand beider Verfahren ist das Ergebnis einer langjährigen Optimierung, bei der - hohe Teerausbeuten bei ausreichender Teerqualität für die Spülgasschwelung und - ausreichende Stückkoksqualität für die BHT-Verkokung mit dem Ziel maximaler Anlagenleistungen in Einklang
zu bringen war.
Beide Verfahren sind Schachtofenprozesse, bei denen das traditionelle Einsatzgut - Braunkohlenbriketts - die Stufen Trocknung, Pyrolyse und Kokskühlung durchläuft. Limitierende Größen beider Verfahren sind die Standfestigkeit der Briketts während der Trocknung und Pyrolyse, die von den stofflichen Eigenschaften der Einsatzkohle, den Bedingungen während der Brikettierung und der Prozessführung während der Pyrolyse
abhängen.
Die Pyrolyse der Braunkohlen beginnt, streng genommen, bereits während der Vorwärmung im Trockner, denn der Beginn der CO2-Abspaltung liegt zwischen 80 und 85°C (Bild 9 und 10).
Das Potential an Abspaltungs- und Umwandlungsreaktionen dürfte bei den relativ langen Verweilzeiten im Trockner der Spülgasschwelung bei westelbischen Kohlen weitgehend ausgeschöpft werden. Bei ostelbischen Kohlen, bei denen diese Reaktionen bedeutend längere Verweilzeiten beanspruchen, könnten noch Reserven vorhanden sein. Die zu erwartenden Effekte dürften aber gering sein und werden im praktischen Betrieb von anderen technologischen Faktoren und besonders vom Rohstoffeinfluss überdeckt.
Mit dem Ziel, die Leistung der Spülgasöfen zu erhöhen, wurde in der Vergangenheit die Eintrittstemperatur der Trocknerspülgase ständig erhöht. Damit ist zwangsläufig eine Erwärmung eines Teils der Briketts zumindest an der Brikettoberfläche auf Temperaturen über 150°0 verbunden. Dadurch wird unvermeidlich Kohlenmonoxid abgespalten, das mit dem Trocknerabschwaden ins Freie gelangt und die Umwelt stark belastet. Darüber hinaus werden die betreffenden Brikett schneller aufgeheizt als die übrigen und stellen schließlich die Schwachstellen
hinsichtlich des Brikettzerfalls dar. Eine bessere Lösung zur Erhöhung der Leistung der Spülgasöfen ist die beim BHT-Verfahren bewährte zweistufige Trocknung.
Die Möglichkeiten, durch die Verweilzeiten während der Trocknung Einfluss auf die Teerqualität zu nehmen, sind deshalb gering, weil ca. 90% des bis zum Beginn der Teerbildung ausschöpfbaren Potentials an Abspalt und Umwandlungsreaktionen im Temperaturbereich zwischen 150°C und 290°C liegt. Durch ausreichende Verweilzeitenin diesem Temperaturbereich kann ein messbarer Einfluss auf die Teerqualität genommen werden.
Beim BHT-Verfahren besteht diese Möglichkeit prinzipiell durch ein entsprechendes Temperaturregime in den oberen Heizzügen des Ofens. Das Temperaturregime bei der BHT-Verkokung wird aber von den optimalen Bedingungen für die Herstellung eines festen Kokses bestimmt, denn der Koks ist das Hauptzielprodukt.
Bei den z.Z. betriebenen Schwelöfen ist die Variation des Durchsatzes die einzige Möglichkeit, die Verweilzeit der Briketts mit dem Ziel der Einflussnahme auf den Sauerstoffgehalt des Teeres zu verändern. Die Anlagen werden aber mit dem Ziel maximaler Teererzeugung betrieben. Eine Verminderung des Durchsatzes im Interesse einer verbesserten Teerqualität ist nicht real.
Eine andere Möglichkeit wäre, die Trocknung und Aufheizung bis 280°C in einer gesonderten Verfahrensstufe zu realisieren. Ein derartiges thermisches Behandlungsverfahren für stückige Braunkohle wurde bereits am Ende des 1. Weltkrieges betrieben. Bei der sogenannten Bertinierung wurde die Kohle getrocknet und in vertikalen Schachtöfen bei Temperaturen zwischen 250 und 300°C im Gegenstrom mit heißen Spülgasen aufgeheizt und danach gekühlt. Das entstehende Produkt wird als nicht hygroskopische, nicht selbstentzündliche, rauchfrei verbrennende Kohle beschrieben, der Sauerstoffgehalt (waf) wurde von 26% auf 16 % abgesenkt /76/. Wenn die Bertinierung für Knorpel auch erfolgreich eingesetzt wurde, muß das Gleiche nicht auch für Briketts gelten. Die Frage, ob die durch die Bertinierung erreichbare Brikettfestigkeit für den Transport zu den Schwelöfen ausreicht, ist völlig offen. Auch die Notwendigkeit, den Einsatzstoff bei der Schwelung nochmals aufheizen zu müssen, spricht gegen eine solche Verfahrenskopplung.
Neben der Bertinierung ist die Druckentwässerung von Knorpeln eine Möglichkeit, ein stückiges, pyrolysestandfestes Einsatzgut aus hbraunkohlen -zu erzeugen. Großtechnische Verfahren nach dem sog. Fleissner-Verfahrenwerden in Österreich und Jugoslawien betrieben /77/. Technikumsversuche mit DDR-Braunkohlen verliefen erfolgversprechend /56/. Das Verfahren arbeitet bei Drücken zwischen 2 und 3 MPa und einer Verweilzeit von mindestens 60 Minuten. Diese Verweilzeit ist erforderlich, um einen hochgradigen Ablauf der verweilzeitabhängigen Umlagerungs-und Abspaltreaktionen und eine ausreichende Festigkeit der Knorpel zu gewährleisten. Ein Verfahren mit einer geringeren Verweilzeit, das für die Kopplung mit leistungsfähigen Pyrolyseverfahren gebraucht würde, kann mit der Druckentwässerung nicht
realisiert werden.
6.3.2. Schnellpyrolyseverfahren
Pyrolyseprozesse für Braunkohle, mit denen große Mengen an Kohlenwasserstoffen und Koks gewonnen werden sollen, müssen hohe spezifische Anlagenleistungen aufweisen, geringe Korngrößen verarbeiten können und möglichst unempfindlich gegen Schwankungen in den Rohstoffeigenschaften sein. Aus verfahrenstechnischer Sicht erfüllen die Wirbelschichtschwelung und die Schwelung mit festen Wärmeträgern diese Forderungen.
Durch die Versuche von Riedel /9,69/ mit einer Wirbelschichtanlage in Böhlen und eine längere Betriebszeit einer Anlage nach dem Lurgi-Ruhrgas-Verfahren in Lucavac (Jugoslawien) /5/ ist bewiesen, dass man für Braunkohle nach beiden Verfahren betriebsfähige Anlagen errichten kann. Die Qualität der erzeugten Teere - Staubgehalte bis 30% , Wassergehalte bis 40% entspricht aber nicht den Anforderungen der derzeitigen Teerverarbeitungsverfahren. Dieser Umstand dürfte auch zum damaligen Abbruch der Arbeiten an beiden Verfahren beigetragen haben.
Die Verminderung des Staubgehaltes im Teer ist mit verfahrenstechnischen Maßnahmen wie Aushaltung von Feinkorn und Trocknungsbedingungen, bei denen das Korngefüge nicht überbeansprucht wird, möglich. Ein Teil des Staubes entsteht aber unvermeidlich durch Abrieb im Pyrolysereaktor.
Seine Abscheidung aus den heißen, teerhaltigen Pyrolysegasen ist schwierig. Der Wasseranfall bei der Pyrolyse kommt aus dem Zersetzungswasser und aus der Kohlefeuchte, wenn keine vollständig getrocknete Kohle eingesetzt wurde. Teer und Wasser sind normalerweise nicht miteinander mischbar, aber mit_ zunehmendem Gehalt an funktionellen Gruppen werden die Teere auch zunehmend hydrophil und können mit Wasser schwer trennbare Emulsionen bilden. Die Ursachen für die Entstehung hydrophiler Teere können mit dem in Punkt 5. erörterten Mechanismus erklärt werden; geringe Verweilzeiten verhindern die - vollständige Abspaltung funktioneller Gruppen und die Kondensation von Harzen.
Mit der Zurückdrängung dieser Reaktionen erhöht sich die Teerausbeute in Abhängigkeit von der Einsatzkohle. Sie kann bei Steinkohlen bis zu 170% der Schwelausbeute nach TGL 15385 betragen /5-8/. Der Teer enthält im Vergleich zu Teeren, die nach traditionellen Methoden erzeugt werden, erhöhte Mengen an hochsiedenden Bestandteilen, Asphaltenen und Pech /9,10,11/. Er ist reich an Substanzen mit funktionellen, zur Polykondensation fähigen Stoffgruppen, die seine hohe Instabilität bedingen /5,11/. Die Ausbeuten an Wasser, Gas und Leichtöl sind gegenüber denen bei langsamer Aufheizung vermindert /8,10/. Diese Befunde stehen mit den aus dem Mechanismus der Kohlepyrolyse ableitbaren Vorhersagen in Einklang.
Bei Braunkohlen ist die Abhängigkeit der Teerausbeute vom Inkohlungsgrad sehr ausgeprägt. Bei Rheinischer Braunkohle /78/ und Torf /79/ werden nur geringe, bei Moskauer Braunkohlen /80/ hohe Ausbeutesteigerungen erhalten. Bei ostdeutschen Braunkohlen liegt die Ausbeutedifferenz für langsame und schnelle Aufheizung zwischen 8 und 29 in Abhängigkeit vom Inkohlungsgrad, die höchsten Ausbeutesteigerungen wurden bei den am höchsten inkohlten Kohlen erzielt /81/.
Hinsichtlich der Teerqualität ist für Braunkohlen zu erwarten, dass ihr im Vergleich zu Steinkohlen hoher Anteil an abspaltbarem, umverteilbarem Sauerstoff sich bei der Schnellpyrolyse besonders nachteilig bemerkbar macht.
Mit besonders ungünstigen Eigenschaften ist bei den Schnellschwelteeren harzreicher Kohlen (Niederlausitz, Oberlausitz) zu rechnen.
Die günstigen Teerausbeuten der Schnellpyrolyse gehen zu Lasten der Teerqualität. In der Stoffwirtschaft sind derartige Teere unerwünscht:
- Hohe Sauerstoffgehalte erhöhen den Wasserstoffbedarf in der Teerhydrierung - Harze stören bei der Tieftemperaturteerhydrierung /4,59/
- Phenolische OH-Gruppen und aromatische Ether verschlechtern die Elektrodenkoksqualität /62/.
Geringe Verweilzeiten sind in der Wirbelschichtpyrolyse unvermeidlich. Sie sind eine Voraussetzung für hohe Anlagenleistungen. Eine Erhöhung des Druckes oder der Temperatur im Pyrolysereaktor hat auf die Geschwindigkeit der Decarboxylierung und Decarbonylierung wenig Einfluss; mit steigenden Pyrolysetemperaturen wird aber der Anteil der Sekundärpyrolyse vergrößert, womit eine tiefere Spaltung des Teeres verbunden ist und die Zusammensetzung des Teeres grundlegend beeinflusst werden kann /81/. Eine Verbesserung der Teerqualität ist auch zu erreichen, well die Kohle vor ihrem Einsatz in die Schnellpyrolyse thermisch vorbehandelt wird. Für die Kopplung mit Schnellpyrolyseverfahren ist die Bertinierung nicht geeignet, weil sie als Schachtofenprozess nicht leistungsfähig genug ist und als Einsatzgut Knorpel erfordert.
Auf der Grundlage der Ergebnisse der Punkte 4.1. und 4.2. wurde ein Verfahrensvorschlag (Bild 27) erarbeitet, der die thermische Vorbehandlung von Braunkohle in direkter Kopplung mit der Schnellpyrolyse beinhaltet /82/.
Nach diesem Vorschlag wird die vorgetrocknete Rohbraunkohle in einem Wirbelschichterhitzer auf eine Temperatur unterhalb 290°C (Beginn der Teerentbindung) erhitzt. Der Wirbelschichterhitzer wird mit einem inerten Dampf-Gas-Gemisch betrieben, das im Kreislauf gefahren und durch einen externen Wärmeübertrager erwärmt wird.
Wenn die eingesetzte Kohle eine hohe Restfeuchte aufweist, lohnt es, den Überschuss des Dampf-Gas-Gemisches in einem Abhitzekessel zu nutzen. Noch günstiger als ein externer Wärmeübertrager ist ein Wirbelschichterhitzer mit Heizfläche, weil durch den direkten Kontakt von Heizfläche und Kohle eine höhere Kohletemperatur ohne Gefahr für eine Überhitzung möglich ist. Die erhitzte Kohle gelangt in einen Bunker, der nicht beheizt, aber ausreichend isoliert sein muss. Seine Kapazität muss Verweilzeiten, von mindestens einer Stunde zulassen. Im Bunker und im Wirbelschichterhitzer werden CO2 und CO abgespalten. Dieses Gas muss aufbereitet werden. Die vorbehandelte Kohle wird direkt in den Pyrolysereaktor eingespeist.
Das vorgeschlagene Verfahren hat den Nachteil, dass eine zusätzliche Prozessstufe notwendig ist. Als Vorteile sind zu nennen:
- Verminderung des Gehaltes an hydrophilen, reaktionsfähigen funktionellen Gruppen und an polykondensationsfähigen Harzen im Teer.
- In den Pyrolysereaktor wird ein wasserfreier Rohstoff eingespeist. Die Pyrolysewasserbildung ist entscheidend reduziert.
Der Wärmebedarf der Vorbehandlung kann bei einem geringeren Temperaturniveau als bei der Pyrolyse zugeführt werden. Der Wärmebedarf der Pyrolyse vermindert sich um diesen Betrag.
Die Verbesserung der Schwelgasqualität ist unter technologischen Gesichtspunkten unwesentlich und wird durch die Notwendigkeit, das Abgas der Vorbehandlung aufzuarbeiten, kompensiert.
Die thermische Vorbehandlung ist eine Veredelungsstufe, mit der Kohlen unterschiedlichen Inkohlungsgrades in ihren Eigenschaften teilweise einander angeglichen werden können. Bei den im Punkt 4.2. eingesetzten Kohlen wurde durch die CO2/CO-Abspaltung eine Angleichung der Sauerstoffgehalte erzielt:
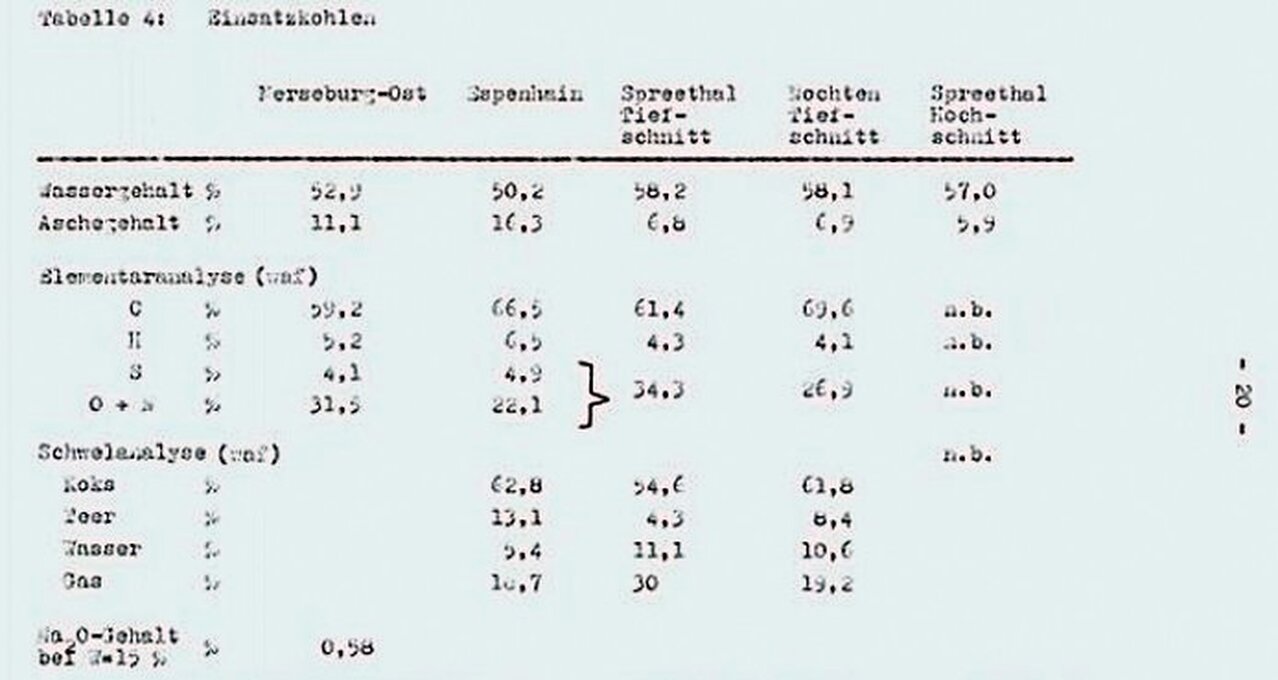
Kohle Espenhain - unbehandelt: 22,1
Kohle Espenhain behandelt 20,5 x
Kohle Spreethal - unbehandelt: 34,3
Kohle Spreethal - behandelt - 25 x
x) Abspaltung von Wasser nicht eingerechnet
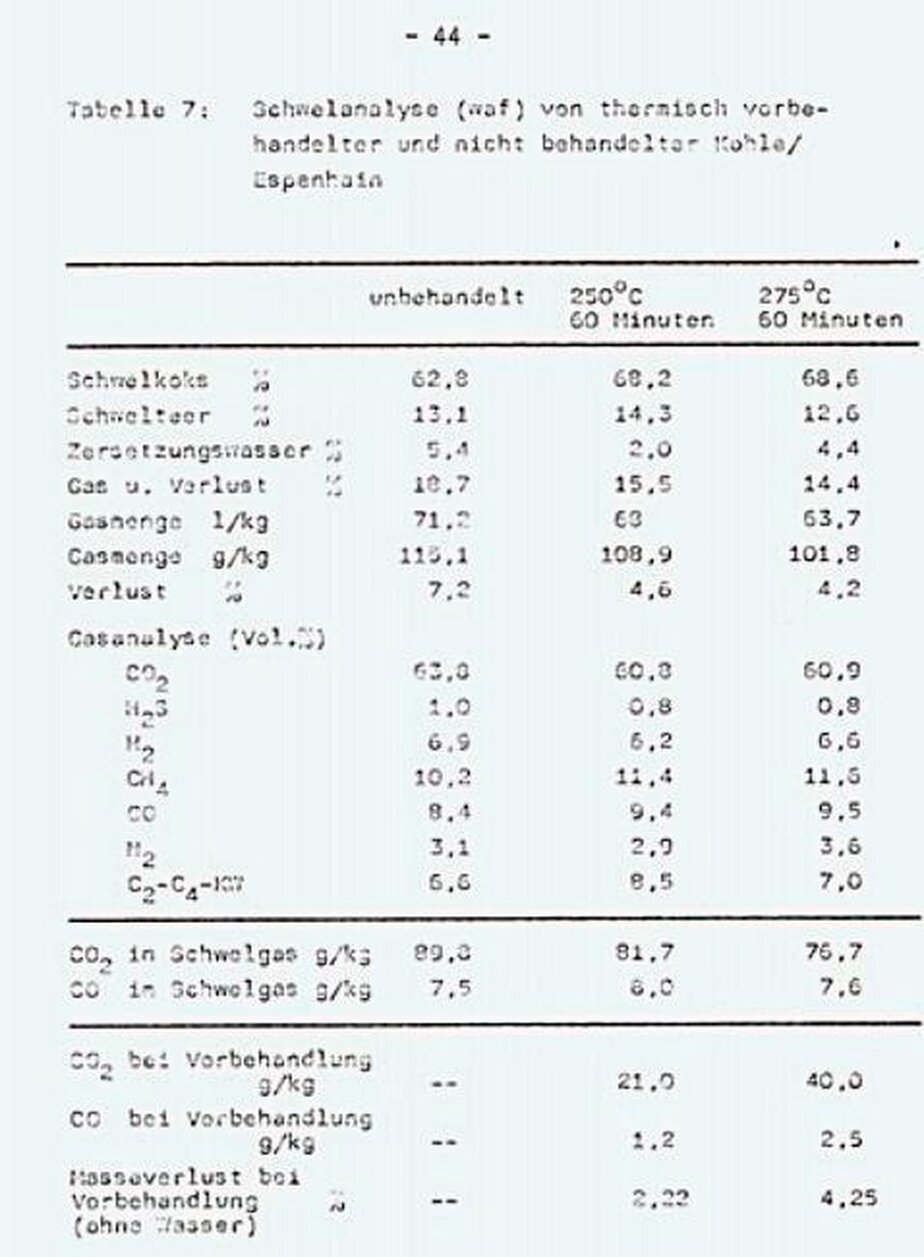
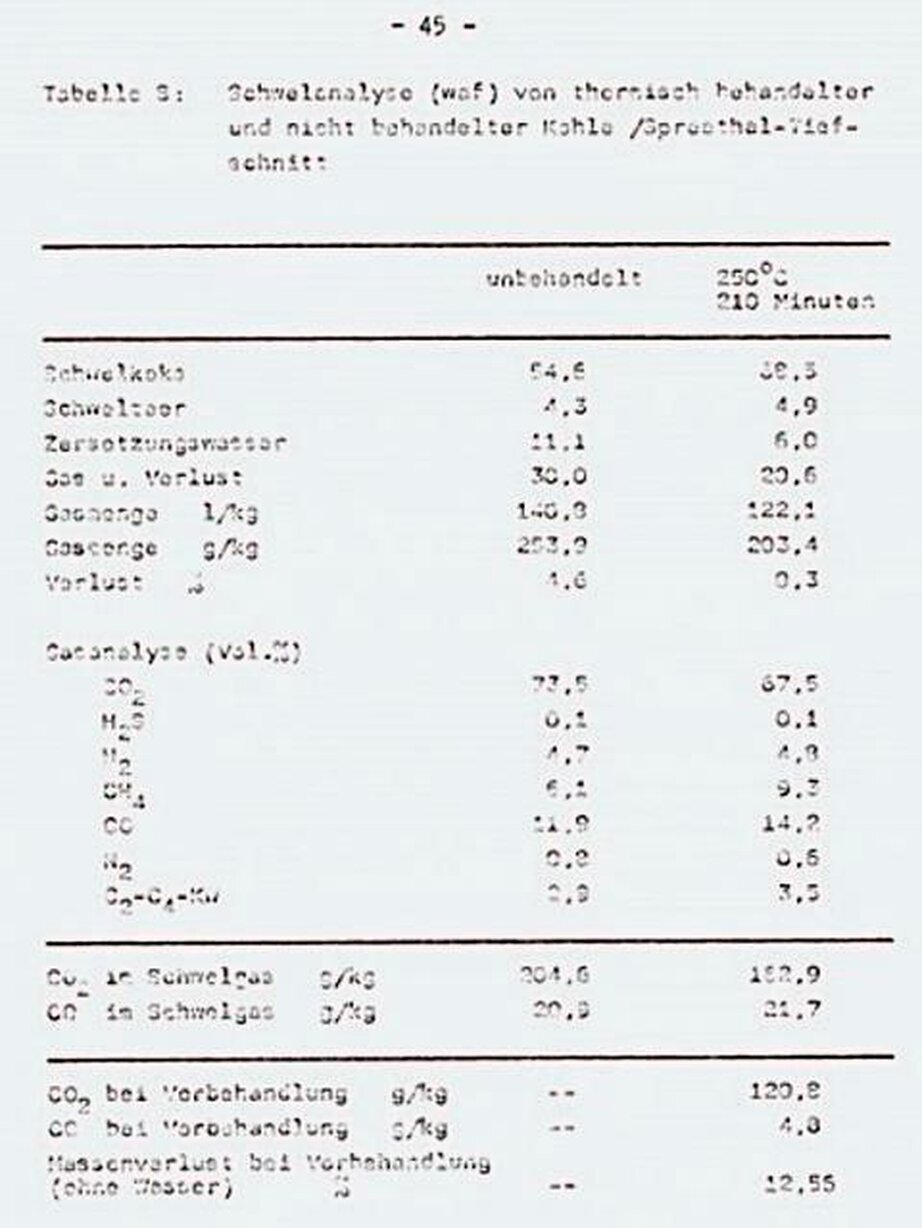
Nicht nur in den Sauerstoffgehalten, auch in den Ergebnissen der Schwelanalyse ähneln sich die behandelten Kohlen stärker als die unbehandelten (Tabelle 7 und 8).
6.3.3. Teeraufbereitung
Die thermische Vorbehandlung der Kohlen ist ein Weg, um die Qualität von Schnellpyrolyseteeren zu verbessern.
Da die Vorbehandlungstemperatur aber unter der Teerentbindungstemperatur (290oC) bleiben muß, kann diese Pyrolysestufe nur die Umwandlungs- und Abspaltreaktionen erfassen, die unterhalb dieser Temperatur ablaufen können. Weil aber Carboxylgruppen existieren, die bei dieser Temperatur noch thermostabil sind /75/, kann die erzielbare Sauerstoffabreicherung nur einen Teil des als CO2 abspaltbaren Sauerstoffs der Kohle erfassen. Auch die Umwandlungsvorgänge, die von Angelova/Lazarov /47/ zwischen 250 und 500°C an Steinkohlen beobachtet wurden, haben sicher auch für Braunkohlen Bedeutung und beeinträchtigen die Qualität der Teere, wenn sie durch kurze Verweilzeiten bei der Pyrolyse unterdrückt werden.
Da auch bei der thermischen Vorbehandlung der Kohle die Verweilzeit begrenzt ist, muss der Umsetzungsgrad der gewünschten Reaktionen unvollständig sein. Die Teere haben noch ein begrenztes Potential an umwandel-und abspaltbarem Sauerstoff. Das wurde sehr deutlich durch die im Punkt 4.3. untersuchten Spülgasteere sowie die nach TGL 15385 erzeugten Schwelteere dokumentiert; auch diese unter relativ geringen Aufheizgeschwindigkeiten erzeugten Teere enthielten noch reichlich umwandelbaren, ab spaltbaren Sauerstoff.
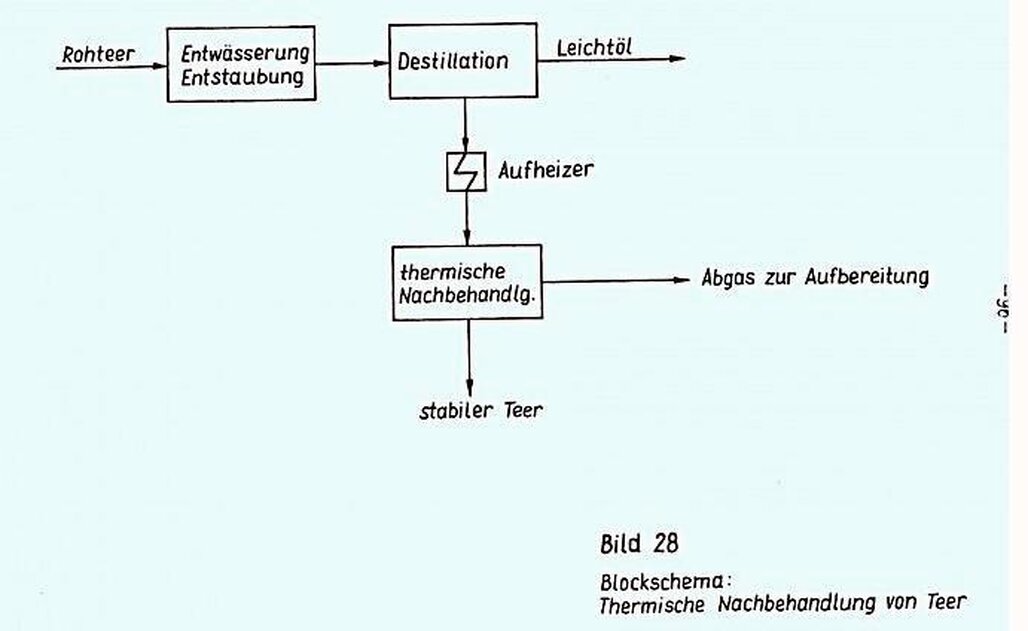
Es scheint daher sinnvoll, Teere durch eine thermische Behandlung aufzuarbeiten, wenn nachgeschaltete Weiterverarbeitungsverfahren besonders sauerstoffarme Teere erfordern. Bild 28 zeigt einen entsprechenden Verfahrensvorschlag /83/. Der Rohteer wird nach Entwässerung, Entstaubung und Destillation auf eine Temperatur von 200 bis 300°C erwärmt und in einem Tankreaktor bei dieser Temperatur über eine Verweilzeit von 30 - 60 Minuten belassen. Das entstehende Abgas enthält CO2, CH4 sowie CO und muss aufgearbeitet werden. Das Verfahren ist energetisch dann besonders günstig, wenn es mit dem Nachverarbeitungsverfahren direkt gekoppelt ist.
Wie im Punkt 4.3. gezeigt, scheint die thermische Behandlung der Teere hinsichtlich der Sauerstoffabreicherung wegen des Lösungsmitteleffektes von Teerbestandteilen effektiver als die thermische Vorbehandlung der Kohle zu sein. Das vorliegende Versuchsmaterial gestattet nicht, zu entscheiden, ob sie die thermische Vorbehandlung der Kohle - unter dem alleinigen Aspekt der Teerqualität gesehen - in jedem Fall ersetzen kann.
Die thermische Vorbehandlung der Kohle wird dann unersetzlich sein, wenn die Schnellpyrolyse schwer trennbare Wasser-Teer-Gemische erzeugt.
6.3.4 Rohstoffeinflüsse auf die Teerqualität
Auf die Teerqualität haben die Stoffgruppenzusammensetzung der Kohle, der Inkohlungsgrad und die Verweilzeit während der Pyrolyse Einfluss. Der größte Teil des Teeres entsteht aus dem Wachs-Harz-Anteil der Kohle.
Beide Stoffgruppen erbringen Teere, deren Eigenschaften wesentlich voneinander abweichen /84/.
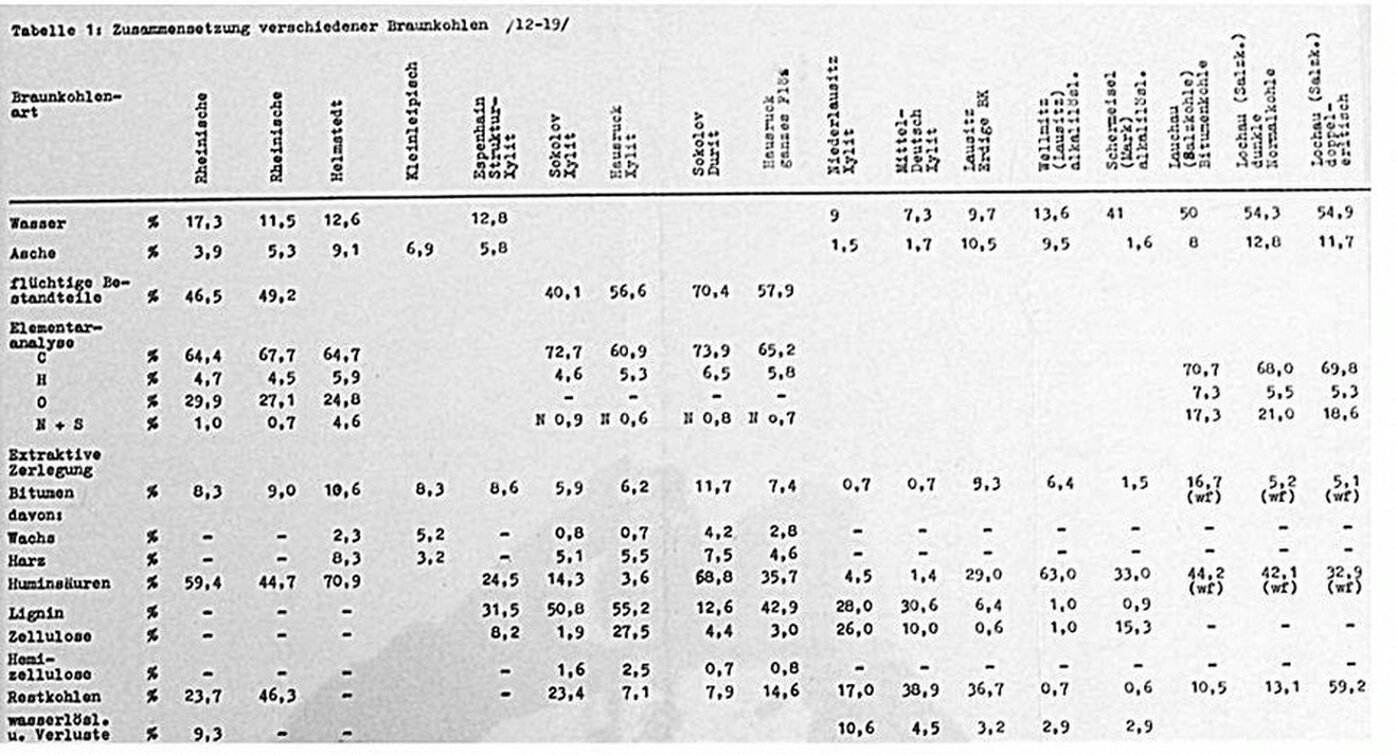
Das Verhältnis von Wachsen und Harzen in Braunkohlen verschiedener Provenienz schwankt in weiten Grenzen (Tabelle 1). Das Wachs-Harz-Verhältnis wurde bisher für die Bewertung der Schwelwürdigkeit nicht verwendet.
Die Schwelindustrie orientierte sich aber auf Fördergebiete, bei denen Kohlen mit einem hohen Wachsanteil zur Vefügung standen. Bei einer Erweiterung der Rohstoffbasis für die Schwelindustrie muss auch auf Kohlen zurückgegriffen werden, die, verglichen mit den typischen Schwelkohlen, einen relativ hohen Harzgehalt aufweisen. Damit ist zwangsläufig eine Veränderung der Teerqualität verbunden. Der Inkohlungsgrad bestimmt den Gehalt an Sauerstoff sowie das Verhältnis von funktionellem, abspaltbarem und nicht funktionell gebundenem Sauerstoff. Während der Pyrolyse ändert sich das Verhältnis von nicht funktionellem zu funktionell gebundenem Sauerstoff ständig. Dabei durchläuft der Gehalt an funktionellem Sauerstoff ein Maximum (Gleichung 5,. Pkt. 4.2.2.). Dieses Maximum wird bei höher inkohlten Braunkohlen (westelbischer Raum) innerhalb von 5 Minuten erreicht, während bei schwach inkohlten Braunkohlen (ostelbischer, Raum) dafür 30-40 Minuten benötigt werden.
Bei den für die Wirbelschichtschwelung üblichen Verweilzeiten von einigen Minuten müsste bei den Teeren westelbischer Kohlen das Maximum im Gehalt an abspaltbaren Sauerstoffgruppen etwa erreicht werden.
Die Form der Gasabspaltungskurve von Schnellpyrolyseteer (Bild 14) spricht für diese Annahme, denn der hohe spitze Anfangspeak charakterisiert einen hohen Gehalt an abspaltbarem Sauerstoff.
Ostelbische Schnellschwelteere dagegen sollten durch einen hohen Gehalt an nicht abspaltbarem Sauerstoff gekennzeichnet sein. Der Anfangspeak der Gasabspaltungskurve müsste hoch und breit sein. Die Kurve für den BHT-Teere (Bild 14) deutet ein solches Verhalten an, obwohl der BHT-Teer bei relativ langen Verweilzeiten erzeugt wird. Nimmt man an, dass die Instabilität von Teeren hauptsächlich durch den Gehalt an funktionellen Gruppen bestimmt wird, sind ostelbische Schnellschwelteere möglicherweise stabiler als ostelbischer BHT-Teer, obwohl sie einen höheren Sauerstoffgehalt aufweisen, denn die Umwandlung von nichtfunktionellem Sauerstoff zu funktionellem ist bei BHT-Teer auf jeden Fall höher als bei Schnellpyrolyseteer und eventuell durch die Abspaltung nicht kompensiert.
Bei harzreichen Kohlen hat neben den Abspaltungsreaktionen auch die Polykondensation der Harze Bedeutung.
Wenn diese Reaktion durch kurze Verweilzeiten unterdrückt wird, gelangen polykondensationsfähige Harze in den Teer, dessen Ausbeute dabei zwar steigt, aber dessen Qualität sich verschlechtert. Da ostelbische Kohlen harzreich sind, ist für diese Kohlen eine Erhöhung des Harzanteils im Schwelteer mit Verminderung der Verweilzeit zu erwarten. Durch thermische Behandlung der Kohle vor der Pyrolyse ist es möglich, die Differenzen in den Rohstoffeigenschaften, nie durch Unterschiede im Inkohlungsgrad bedingt sind, anzugleichen. Ob Rohstoffeigenschaften, die auf die pflanzliche Ausgangssubstanz zurückgeführt werden können, beeinflussbar sind, ist wenig wahrscheinlich. Durch thermische Behandlung der Kohle ist es lediglich möglich, polykondensationsfähige Harze in nicht flüchtige Verbindungen umzuwandeln und so aus dem Teer fernzuhalten.
Auf diese Weise müsste die Teerausbeute durch thermische Behandlung zurückgehen. Demgegenüber fand Kohl /81/, dass mit steigendem Inkohlungsgrad sich die Teerausbeute bei der Schnellpyrolyse erhöht. Da die thermische Behandlung den Inkohlungsgrad der Kohle erhöht, könnte also zumindest bei der Schnellpyrolyse ein positiver Effekt auf die Teerausbeute auftreten.
6.4. Kohlehydrierung
Ziel der Kohlehydrierverfahren in der Vergangenheit wie in der Gegenwart sind leicht- und mittelsiedende Kohlenwasserstoffe. Die z.Z. in der Entwicklung befindlichen Verfahren basieren auf dem Verfahren nach Bergius-Pier und Pott-Broche /5,78/. Die Hydrierung wird unmittelbar mit Wasserstoff oder mittelbar mit Wasserstoffdonatoren vorgenommen.
Die Verfahrensdrücke für die Braunkohlehydrierung nach dem Bergius-Pier-Verfahren liegen zwischen 18 MPa (westelbische Kohlen) und 70 MPa (ostelbische Kohlen) /5/. Die optimalen Prozesstemperaturen werden mit 450 - 500°C angegeben. Sie liegen im Bereich der Primärpyrolyse.
Das Gas, das die Kohlehydrierreaktoren verlässt, ist reich an CO2. Bei der Hydrierung mitteldeutscher Braunkohle mit einem Sauerstoffgehalt von 17,5% enthielt das Ofenabgas /86/
- 35,6% CO2
- 5,6% CO
- 58,8% Kohlenwasserstoffe.
44% des mit der Kohle eingebrachten Sauerstoffs wurden als CO2 und CO ausgebracht. CO2 und CO können sich nicht im Ergebnis von Hydrierreaktionen bilden. Sie müssen durch Pyrolysereaktionen entstanden sein. Die Primärpyrolyse ist ein Teil des Gesamtprozesses. Verschiedene Forscher /66,69/ fanden Modelle für die Kohlehydrierung, bei der die Depolymerisation Teil der Primärpyrolyse - der erste Schritt und die Hydrierung der Pyrolyseprodukte der zweite Schritt ist. Die qualitative Übereinstimmung des Zeitgesetzes für die Gasabspaltung bei der Pyrolyse von Braunkohlen und Braunkohlenteeren (Pkt. 4.1. und 4.3.) mit dem zeitlichen Umsatz von Stoffgruppen bei der Hydrierung /68,69,66/ untermauert diese Ansicht.
Der hohe CO2-Gehalt im Reaktorabgas belegt, dass der Hydrierwasserstoff ' nicht an allen funktionellen Sauerstoffgruppen angreifen kann. Carboxylgruppen werden überwiegend durch die Pyrolyse abgebaut /86/. Auch phenolische OH-Gruppen scheinen schwer hydrierbar zu sein, denn der Phenolgehalt der flüssigen Produkte der Kohlehydrierung (Sumpfphase) ist hoch /5/. Am hydrierfreundlichsten für Reaktionen mit Wasserstoffdonatoren wird die Carbonylgruppe angesehen /87/.
Um sauerstoffarme Kohle in die Hydrierung einzusetzen, wird vorgeschlagen, die Kohle gemeinsam mit einem Anmaischöl vor der Zugabe von Hydriermitteln kurzzeitig zu pyrolysieren /88/. Wie durch die Experimente der vorliegenden Arbeit gezeigt werden konnte, wird durch einen Pyrolyseschritt mit Verweilzeiten von wenigen Minuten nur ein Teil des pyrolytisch abtrennbaren Sauerstoffs der Kohle entfernt. Eine hochgradige Entfernung des in Braunkohlen gebundenen Sauerstoffs erfordert in Abhängigkeit vom Inkohlungsgrad und der pflanzlichen Ausgangssubstanz Verweilzeiten von 30 Minuten (westelbische Kohle) und 150 Minuten (ostelbische Kohle). Da mit der Sauerstoffabreicherung eine Strukturumwandlung in der Kohle verbunden ist, ist mit einer Veränderung der Reaktionsfähigkeit der Kohle zu rechnen, so daß das Optimum der Verweilzeit der thermischen Behandlung der Kohle vor der Hydrierung nicht allein vom Grad der Sauerstoffabreicherung bestimmt wird. So zeigte sich eine bei Temperaturen von 300 - 350°C. Bertinierte mitteldeutsche Kohle (Bertinierung s. Pkt. 6.3.2.) als schwerer hydrierbar gegenüber der Ausgangskohle /86/.
Nach den Angaben der Literatur scheint die in den Leunawerken eingesetzte Braunkohle sich in einem vom Grad der Inkohlung abhängigen Maximum der Reaktionsfähigkeit befunden zu haben, denn höher oder geringer inkohlte Kohlen erforderten höhere Prozessdrücke. Die Bertinierung einer maximal reaktionsfähigen Kohle führt zwangsläufig zu einem Verlust an Reaktionsfähigkeit, weil sich der Inkohlungsgrad erhöht.
Eine Verbesserung der Reaktionsfähigkeit der Kohle ist bei Kohlen zu erwarten, die geringer inkohlt sind, als die mitteldeutschen Hydrierkohlen es waren. Die thermische Behandlung der Kohle gibt die Möglichkeit, inkohlungsbedingte Unterschiede in der Reaktionsfähigkeit von Braunkohlen für die Hydrierung auszugleichen.
Nach der Ansicht von Leipnitz /85/ müsste außerdem eine Verminderung des Wasserstoffbedarfs eintreten. Ein weiterer günstiger Effekt ist die Entfernung abspaltbarer Carbonyl-, Hydroxyl- und Carboxylgruppen. Sie führt zu einer Steigerung des Wasserstoffpartialdruckes bei der Hydrierung, weil die CO2/CO- und Wasserabspaltung reduziert werden.